
某黑带为监控轴类零件直径的波动,收集了25个子组(每个子组容量为5)的数据,绘制了Xbar-R控制图。已知过程稳定正态,直径规格为22.5±1mm。请估计此过程的能力指数Cp(常数d2=2.326):A.cp约为1.85B.cp约为3.70C.cp约为4.30D.无法根据上述控制图估计cp
题目
某黑带为监控轴类零件直径的波动,收集了25个子组(每个子组容量为5)的数据,绘制了Xbar-R控制图。已知过程稳定正态,直径规格为22.5±1mm。请估计此过程的能力指数Cp(常数d2=2.326):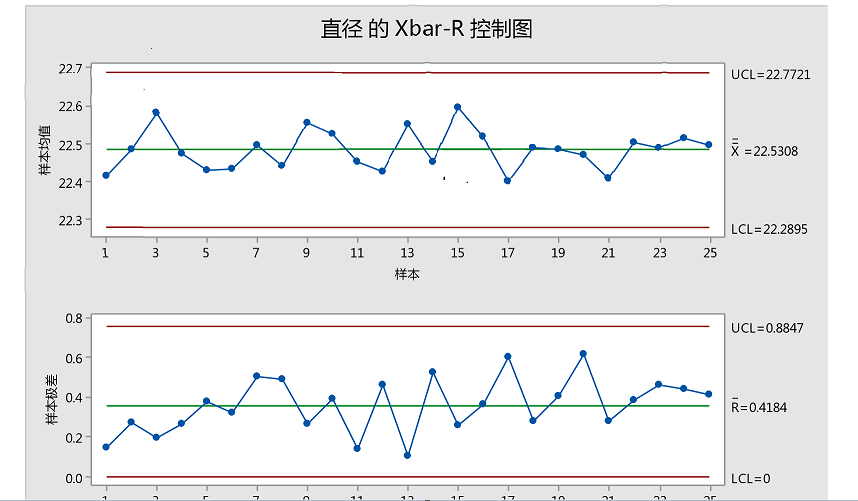
A.cp约为1.85
B.cp约为3.70
C.cp约为4.30
D.无法根据上述控制图估计cp
相似考题
更多“某黑带为监控轴类零件直径的波动,收集了25个子组(每个子组容量为5)的数据,绘制了Xbar-R控制图。已知过程稳定正态,直径规格为22.5±1mm。请估计此过程的能力指数Cp(常数d2=2.326):A.cp约为1.85B.cp约为3.70C.cp约为4.30D.无法根据上述控制图估计cp”相关问题
-
第1题:
根据材料,回答下列各题。 某产品质量特性的规范要求为16±2,拟利用均值一标准差控制图对其进行控制。根据绘制的分析用控制图知过程处于统计控制状态,且X=16.2,S=0.5,,过程能力分析的结果表当前过程能够满足顾客要求,故将分析用控制图转化为控制用控制图,继续监控过程。现从产线上抽取一个样本量n=5的子组,测量值分别为16.0,15.5,1 6.4,17.0,17.1已知控制图系数c4=0.94,A3=l.427。 该过程标准差的估计云为( )。
A.0.6
B.0.532
C.0.47
D.0.35
正确答案:B
B -
第2题:
已知某机械产品加工的过程能力指数Cp =1.67,Cpk =1.25。
该过程的合格品率约为( )。
A. 99.99% B. 99. 74% C. 95. 45% D. 0.01%答案:A解析:过程的不合格率为:P = 2-{Φ[3Cp(1-K)]+Φ[3Cp(1+K)]}=2-[Φ(3.7) + Φ(6. 3) ]≈2-(0.9999 + 1) =0.0001,则合格品率为:1 -P = 1 -0. 0001 =99. 99%。 -
第3题:
汽车配件公司对轴的直径进行统计过程控制,每隔1小时抽取一个子组,每组包含5件产品,连续抽取了20组。
对该特性进行控制,应采用( )。
A. -R控制图 B.X-Rs控制图
-R控制图 B.X-Rs控制图
C.p控制图 D. c控制图答案:A解析:每个子组含5件产品且轴的直径属计量特性,应采用均值-极差控制图。 -
第4题:
某产品质量特性的规范要求为16±2,拟利用均值一标准差控制图对其进行控 制。根据绘制的分析用控制图知过程处于统计控制状态,且X=16.2,s = 0.5。过程能力分析的结果表明当前过程能够满足顾客要求,故将分析用控制图转化为控制用控制图,继续监控过程。现从生产线上抽取一个样本量的子组,测量值分别为 16. 0, 15.5,16. 4, 17.0,17.1。已知控制图系数C4=0. 94,A3=1.427。
有偏移的过程能力指数Cpk为( )。
A. 1. 20
B.1.18
C. 1. 13
D.0.90答案:C解析:
-
第5题:
某产品质量特性的规范要求为16±2,拟利用均值一标准差控制图对其进行控 制。根据绘制的分析用控制图知过程处于统计控制状态,且X=16.2,s = 0.5。过程能力分析的结果表明当前过程能够满足顾客要求,故将分析用控制图转化为控制用控制图,继续监控过程。现从生产线上抽取一个样本量的子组,测量值分别为 16. 0, 15.5,16. 4, 17.0,17.1。已知控制图系数C4=0. 94,A3=1.427。
该过程标准差的估计σ为( )。
A. 0. 6 B.0.532
C. 0. 47 D.0.35答案:B解析:。σ=s/c4=0.5/0.94 = 0.532 -
第6题:
已知某零件加工的过程能力指数Cp = 1.67, Cpk = 1. 00。
该过程的合格品率约为( )。
A. 0.01% B. 95.45% C. 99. 87% D. 99. 99%答案:C解析:
即合格品率为:1-0. 13% =99. 87%。 -
第7题:
已知某过程能力指数Cp =1.33,有偏移的过程能力指数Cpk =0.33。
公差T约为( )。
A. 4σ B. 6σ C. 8σ D.10σ答案:C解析:由过程能力指数计算公式Cp = T/6σ得,T= 6σ×Cp = 1.33×6σ≈8σ。 -
第8题:
某企业希望利用控制图对生产批量大、长期进行加工的轴外径尺寸进行监控,为此,首先确定了选用的控制图类型,并制定数据收集计划绘制分析用控制图。
为作控制图,正确的抽样方法包括()。
A.每次取一个产品作为子组
B.每次取4~5个产品作为一个子组
C.取20~25个子组计算控制限并描点
D.根据过程的稳定性和产量合理确定子组取样间隔答案:B,C,D解析: -
第9题:
加工一种轴承,其规格为10±0.08mm,要求过程能力指数Cpk>l。收集25组 数据绘制分析用控制图,未显示异常。计算得到:
μ = 10. 04 mm, σ=0. 02 mm。
Cp为( )。
A. 2/3 B. 4/3
C. 1 D. 1.5答案:B解析:。Cp = T/6σ=0. 16÷ (6X0.02) =4/3。 -
第10题:
某电子元器件厂对产品生产过程采用Xbar-R控制图进行过程控制。每1个小时在生产现场抽取样本大小为5的子组,控制图显示受控,但是在所抽样的30组产品中发现总计居然有10个产品落入公差限外,针对这一现象,可能正确的判断是()
- A、Xbar-R控制图不好,应采用Xbar-S控制图
- B、该过程能力不足(Cp、Cpk低)
- C、抽样间隔过长,应该改为半小时抽样一次
- D、应先对该过程进行优化和改造,然后再进行控制
正确答案:B,D -
第11题:
已知某零件加工的过程能力指数Cp=1.67,Cpk=1.00,该过程的合格品率约为()
- A、99.99%
- B、99.73%
- C、99.86%
- D、0.27%
正确答案:C -
第12题:
单选题自动车床生产的连接轴长度之规格限为34±0.4mm,对于长度数据需要监控。获得本车间60个小时的记录后,绘制出单值控制图,其上限为34.5mm,下限为33.3mm,且60个点皆落入控制限内,过程基本稳定。由此可用断定:()A控制图范围比公差限宽,说明生产不稳定
B60个点皆落入控制限内,过程稳定,可以保证生产的轴的长度都在规格限内
C过程能力指数Cp大于1.0,过程能力水平较好
D过程能力指数Cp小于1.0,过程能力水平较差
正确答案: B解析: 暂无解析 -
第13题:
根据材料,回答下列各题。 加工一种轴承,其规格为10±0.08 mm,要求过程能力指数C pk≥1。收集25组数据绘制分析用控制图,未显示异常。计算得到:μ=10.04mm,ó=0.02 mm。 Cp为( )。
A.2/3
B.4/3
C.1
D.1.5
正确答案:B
Cp=T/6ó=0.16÷(6×0.02)=4/3。 -
第14题:
某产品质量特性的规范要求为16±2,拟利用均值一标准差控制图对其进行控 制。根据绘制的分析用控制图知过程处于统计控制状态,且X=16.2,s = 0.5。过程能力分析的结果表明当前过程能够满足顾客要求,故将分析用控制图转化为控制用控制图,继续监控过程。现从生产线上抽取一个样本量的子组,测量值分别为 16. 0, 15.5,16. 4, 17.0,17.1。已知控制图系数C4=0. 94,A3=1.427。
该过程的过程能力指数Cp为( )。
A. 1. 33 B.25
C. 1.0 D.67答案:B解析:。Cp = T/6σ=4/(6×0.532) =1.25。 -
第15题:
已知某机械产品加工的过程能力指数Cp =1.67,Cpk =1.25。
该过程的偏移系数K约为( )。
A. 0.25 B. 0.4 C. 0.67 D. 1.0答案:A解析:在有偏移的情况下,过程能力指数Cp可修正为Cpk,且Cpk = (1-K)Cp,所以K=
-
第16题:
如果某过程的过程能力指数Cp = Cpk = 1.33,利用单值控制图对过程进行监控, 则关于该控制图控制限与规范限关系的说法,正确的是( )。
A.上下控制限间的距离与上下规范限间的距离相同
B.上下规范限间的距离约为上下控制限距离的2倍
C.上下控制限间的距离约为上下规范限距离的1. 33倍
D.上下规范限间的距离约为上下控制限距离的1. 33倍答案:D解析:。Cp=Cpk=1.33,说明CL=μ,T/6σ=1.33,因此T/(UCL—LCL)=1.33 -
第17题:
已知某零件加工的过程能力指数Cp = 1.67, Cpk = 1. 00。
该过程的偏移系数K约为( )。
A. 0. 25 B. 0.40 C. 0.67 D. 1.00答案:B解析:
-
第18题:
某企业希望利用控制图对生产批量大、长期进行加工的轴外径尺寸进行监控,为此,首先确定了选用的控制图类型,并制定数据收集计划绘制分析用控制图。[2008年真题]
如果轴外尺寸要求为35 ±3.0mm,修偏系数C4 =0. 94,则过程能力指数Cp为( )。
A. 1.0 B. 0. 94 C. 0.5 D. 0.47答案:B解析:
-
第19题:
某企业希望利用控制图对生产批量大、长期进行加工的轴外径尺寸进行监控,为此,首先确定了选用的控制图类型,并制定数据收集计划绘制分析用控制图。[2008年真题]
制作控制图,正确的抽样方法包括( )。
A.每次取一个产品作为子组
B.每次取4 ~5个产品作为一个子组
C.取20~25个子组计算控制限并描点
D.根据过程的稳定性和产量合理确定子组取样间隔答案:B,C解析:取预备数据时,关于子组,应做到:①取20 ~25个子组;②子组大小一般取为4或5;③为了使得所取数据属于同一总体,同一子组的数据应在同样的生产条件下取得,故要求在短间隔内来取。 -
第20题:
某企业希望利用控制图对生产批量大、长期进行加工的轴外径尺寸进行监控,为此,首先确定了选用的控制图类型,并制定数据收集计划绘制分析用控制图。
如果轴外径尺寸要求为35±3. 0 mm,控制图系数c4=0. 94,则过程能力指数Cp 为( )。
A. 1.0 B. 0. 94
C. 0.5 D. 0.47答案:B解析:
-
第21题:
自动车床生产的连接轴长度之规格限为34±0.4mm,对于长度数据需要监控。获得本车间60个小时的记录后,绘制出单值控制图,其上限为34.5mm,下限为33.3mm,且60个点皆落入控制限内,过程基本稳定。由此可用断定:()
- A、控制图范围比公差限宽,说明生产不稳定
- B、60个点皆落入控制限内,过程稳定,可以保证生产的轴的长度都在规格限内
- C、过程能力指数Cp大于1.0,过程能力水平较好
- D、过程能力指数Cp小于1.0,过程能力水平较差
正确答案:D -
第22题:
在车削轴的加工过程中,轴的直径是一个关键质量特性。某工程师对该过程进行了过程能力分析,该工程师在生产过程中随机抽取了25根轴,并且为了避免轴不同位置的直径有变异,在每根轴上测9个位置,将每根轴上测得的9个数据作为一个样本,这样共取得了25根轴直径的数据,分析得知数据满足稳定性及正态性的要求,根据测得的数据进行过程能力分析得到如下结果:Cp=1.69,Cpk=1.44;Pp=0.34,Ppk=0.29;根据这一结果,哪个结论是正确的?()
- A、每根轴内部测量点的数据波动不大,但是每根轴之间的波动较大
- B、每根轴内部测量点的数据波动较大,但是每根轴之间的波动不大
- C、每根轴内部测量点的数据波动和每根轴之间的波动都比较大
- D、以上都不对
正确答案:A -
第23题:
单选题已知某零件加工的过程能力指数Cp=1.67,Cpk=1.00,该过程的合格品率约为()A99.99%
B99.73%
C99.86%
D0.27%
正确答案: B解析: 暂无解析