用钢材弯曲成某夹具的产品中,其间隙的上、下规范限分别为(单位:cm):USL=0.9, LSL=0.5,生产过程中间隙大小x服从与规范中心重合的正态分布,标准差σ=0.075。该生产过程的能力指数Cp为( )。A.0.89B.0.98C.1.25D.1.67
题目
用钢材弯曲成某夹具的产品中,其间隙的上、下规范限分别为(单位:cm):USL=0.9, LSL=0.5,生产过程中间隙大小x服从与规范中心重合的正态分布,标准差σ=0.075。
该生产过程的能力指数Cp为( )。
A.0.89
B.0.98
C.1.25
D.1.67
相似考题
更多“用钢材弯曲成某夹具的产品中,其间隙的上、下规范限分别为(单位:cm):USL=0.9, LSL=0.5,生产过程中 ”相关问题
-
第1题:
用钢材弯曲成某夹具的产品中,其间隙的上、下规范限分别为(单位cm):TU=0.9、TL=0.5,生产过程中间隙大小x服从与规范中心重合的正态分布,标准差σ=0.075。该生产过程的能力指数Cp为( )。
A.0.89
B.0.98
C.1.25
D.1.67
正确答案:A
-
第2题:
用钢材弯曲成某夹具的产品中,其间隙的上、下规范限分别为(单位:cm): USL =0.9,LSL = 0. 5,生产过程中间隙大小X服从与规范中心重合的正态分布,标准差σ=0. 075。
该生产过程的能力指数Cp为()。
A. 0. 89 B. 0.98 C. 1.25 D. 1.67答案:A解析:过程能力指数Cp的计算公式为: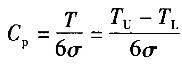 式中,T为技术公差的幅度; TU、TL分别为上、下规格限;σ为质量性值分布的总体标准差。该生产过程的能力指数为:
式中,T为技术公差的幅度; TU、TL分别为上、下规格限;σ为质量性值分布的总体标准差。该生产过程的能力指数为: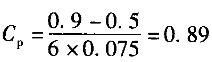 。
。 -
第3题:
设某质量特性X~N(μ,σ2),USL与LSL为它的上、下规格限,不合格品率P =PL+PU, 其中()。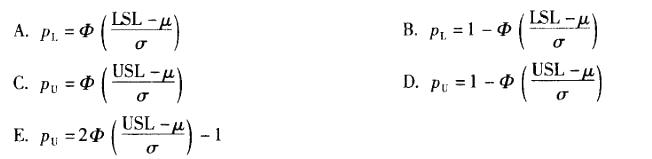 答案:A,D解析:
答案:A,D解析:
-
第4题:
用钢材弯曲成某夹具的产品中,其间隙的上、下规范限分别为(单位:cm): USL =0.9,LSL = 0. 5,生产过程中间隙大小X服从与规范中心重合的正态分布,标准差σ=0. 075。
为使过程能力控制在充足且不过剩状态,使Cp = 1. 33则需将标准差σ控制在( )。
A. 0. 10 B. 0. 067 C. 0. 05 D. 0. 04答案:C解析:由Cp=T/6σ得,σ = T/6Cp = (TU-TL)/6Cp,式中,T为技术公差的幅度;TU、TL分别为上、下规格限,则有:σ= (0.9-0.5)/6x1.33≈0. 05。 -
第5题:
用钢材弯曲成某夹具的产品中,其间隙的上、下规范限分别为(单位:cm): USL =0.9,LSL = 0. 5,生产过程中间隙大小X服从与规范中心重合的正态分布,标准差σ=0. 075。
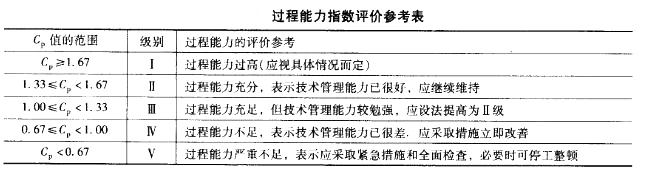
在上述状态下技术管理能力( )。
A.过高 B.很好 C.勉强 D.很差答案:D解析:过程能力指数Cp值的评价参考如表所示。由于该过程存在偏移,过程能力指数为0.89,属于IV级。