
单选题对某工序进行产品质量抽样检验,其样本平均数的数学期望为:20;标准偏差为:1.已知样本量为:4,则本工序产品的平均数和标准偏差为()。A 20.2B 5.1C 20.0.5
题目
20.2
5.1
20.0.5
相似考题
更多“对某工序进行产品质量抽样检验,其样本平均数的数学期望为:20;标准偏差为:1.已知样本量为:4,则本工序产品的平均数和标”相关问题
-
第1题:
共用题干
机械手表的一个齿轮设计尺寸为4毫米,生产过程中所允许的误差为(+0.008,-0.008)。某道工序是保证该齿轮上述设计尺寸的最后加工工序,现在需要对该工序的工序能力进行评估,通过对该齿轮产品的随机抽样,经测算,样本平均值和公差在中心重合,样本标准差为s=0.0025。根据以上资料,回答下列问题:假设该工序的工序能力指数为0.75,可以断定该工序的工序能力()。
A:不足
B:正常
C:充足
D:过剩答案:A解析:Cp=T/6σ=(Tu-Tl)/6s=(4.008-3.992)/(6*0.0025)≈1.07。
由第85题可知,该工序的过程能力指数为1.07,当1.33>Cp>1.00时,表示过程能力正常。
工序能力指数判断标准,Cp>1.67时工序能力过剩,1.67>Cp>1.33工序能力充足,1.33>Cp>1.00工序能力正常,1.00>Cp>0.67工序能力不足,Cp<0.67工序能力严重不足。
环境、机器、原料都是与工序生产直接相关的因素,会影响工序质量,市场需求会影响产品的销售,但不会影响工序质量。
当过程总体均值或分布中心与公差中心重合,将这种状态称为过程无偏,否则称为过程有偏。 -
第2题:
在生产某零件的过程中,已知设计尺寸为5mm.生产过程中所允许的误差为(+0.009,-0.009)。某道工序是保证该齿轮上述设计尺寸的最后加工工序,现在需要对该工序的工序能力进行评估。通过对该齿轮产品的随机抽样,经测算,样本平均值和公差在中心重合,样本标准差为s=0.0047。
可以断定该工序的工序能力为()。A.不足
B.正常
C.充足
D.严重不足答案:D解析:工序能力指数判断标准为:Cp>1.67时,工序能力过剩;1.67≥C。>1.33时,工序能力充足;1.33≥Cp>1.00时,工序能力正常;1.001>Cp>0.67时,工序能力不足;Cp≤0.67时,工序能力严重不足。 -
第3题:
某型号螺线的内径设计尺寸为18mm,误差为(+0.4,-0.4)。现对完成该内径加工工序的工序能力进行评估,通过对随机抽取的样本进行测算,样本平均值和公差中心重合,样本标准差为0.30mm。
假设该工序的工序能力指数为2.5,则可以判断该工序的工序能力( )。A.充足
B.正常
C.不足
D.过剩答案:D解析:假设该工序的工序能力指数CP为2.5,CP>1.67,因此工序能力等级为特级,工序能力过剩。 -
第4题:
已知一个样本大小为n= 16,平均数M=45,SS= 960。根据上述条件回答:(1)计算样本平均数的估计标准误(SM)。(2)简要回答样本标准差和样本平均数估计标准误的区别和联系。答案:解析:(1)样本平均数估计标准误等于总体标准差除以样本量的平方根,因总体标准差未知,故需要用样本标准差去估计,估计方法为用样本平方和除以n-l得到样本方差,再开平方得到样本标准差,即得到总体标准差的估计值。根据题意,得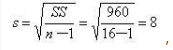
则估计标准误SM=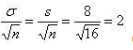
(2)样本标准差和样本平均数估计标准误的区别和联系样本标准差是用于描述样本数据本身的离散程度的,样本平均数的抽样标准误顾名思义是样本平均数抽样分布的标准误差。两者有着本质的区别,但两者也有联系。这种联系在于在总体标准差未知的情况之下,需要用样本标准差作为总体标准差的估计值来求标准误。 本题主要考查标准误的概率及其与样本标准差的关系。标准误是推断统计中的核心概率,对其含义一定要透彻理解。 -
第5题:
某样本有17个观测值,进行该样本的平均数与总体平均数的显著性检验时,若计算的t值为8.71(已知t0.05(16)=2.120),则()。
- A、否定无效假设
- B、接受无效假设
- C、否定备择假设
- D、无法作出统计推断
正确答案:A -
第6题:
知总体为N(μ、σ2),则样本平均数的数字特征值与总体的数字特征值的关系是:E(样本平均数)=(),D(样本平均数)=()。
正确答案:μ;σ2/n -
第7题:
已知某一棉花品种的纤维长度(mm)服从正态分布N(28.8,5.2)。若以n=4抽样,样本平均数分布的平均数是(),样本方差是()
正确答案:28.8;2.6 -
第8题:
在生产某零件的过程中,已知设计尺寸为5mm,生产过程中所允许的误差为(+0.009,-0.009)。某道工序是保证该齿轮上述设计尺寸的最后加工工序,现在需要对该工序的工序能力进行评估,通过对该齿轮产品的随机抽样,经测算,样本平均值和公差在中心重合,样本标准差为s=0.0047。根据以上资料,回答下列问题:可以断定该工序的工序能力为()。
- A、不足
- B、正常
- C、充足
- D、严重不足
正确答案:D -
第9题:
机械手表的一个齿轮设计尺寸为4mm,生产过程中所允许的误差为(+0.008,-0.008)。某道工序是保证该齿轮上述设计尺寸的最后加工工序,现在需要对该工序的工序能力进行评估,通过对该齿轮产品的随机抽样,经测算,样本平均值和公差在中心重合,样本标准差为s=0.0025。根据以上资料,回答下列问题:假设该工序的工序能力指数为0.75,可以断定该工序的工序能力()。
- A、不足
- B、正常
- C、充足
- D、过剩
正确答案:A -
第10题:
某零件设计尺寸为4mm,生产过程中允许的误差是(+0.007,-0.007)。某道工序是保证该零件设计尺寸的最后加工工序,现对该道工序的能力进行评估,经抽样测算,样本平均值和公差在中心重合,样本标准差为0.0027。根据以上资料,回答下列问题:假设该工序的工序能力指数为1.25,可以断定该工序的工序能力()。
- A、不足
- B、正常
- C、充足
- D、过剩
正确答案:B -
第11题:
单选题某零件设计尺寸为4mm,生产过程中允许的误差是(+0.007,-0.007)。某道工序是保证该零件设计尺寸的最后加工工序,现对该道工序的能力进行评估,经抽样测算,样本平均值和公差在中心重合,样本标准差为0.0027。根据以上资料,回答下列问题:假设该工序的工序能力指数为1.25,可以断定该工序的工序能力()。A不足
B正常
C充足
D过剩
正确答案: B解析: 暂无解析 -
第12题:
填空题设一正态总体N=200,平均数是40,对其进行样本容量为10的简单随机抽样,则平均数抽样分布的期望值是()。正确答案: 40解析: 暂无解析 -
第13题:
共用题干
在生产某零件的过程中,已知设计尺寸为5毫米,生产过程中所允许的误差为(+0.009,-0.009)。某道工序是保证该齿轮上述设计尺寸的最后加工工序,现在需要对该工序的工序能力进行评估,通过对该齿轮产品的随机抽样,经测算,样本平均值和公差在中心重合,样本标准差为s=0.0047。根据以上资料,回答下列问题:该工序的工序能力系数Cp为()。
A:0.64
B:1.00
C:1.18
D:1.41答案:A解析:Cp=T/6σ=(Tu-Tl)/6s=(5.009-1.991)/(6*0.0047)=0.64。
工序能力指数判断标准,Cp>1.67时工序能力过剩,1.67>Cp>1.33工序能力充足,1.33>Cp>1.00工序能力正常,1.00>Cp>0.67工序能力不足,Cp<0.67工序能力严重不足。
工具、机修、原料都是与工序生产直接相关的因素,会影响工序质量;市场需求会影响产品的销售,但不会影响工序质量。
影响质量的因素可以分为偶然性因素和系统性因素。
常见的质量控制方法包括分层法、调查表法、散布图、排列图等。 -
第14题:
某型号螺线的内径设计尺寸为18mm,误差为(+0.4,-0.4)。现对完成该内径加工工序的工序能力进行评估,通过对随机抽取的样本进行测算,样本平均值和公差中心重合,样本标准差为0.30mm。
该工序的工序能力指数为( )A.0.04
B.0.44
C.1.44
D.2.44答案:B解析:
≈0.44。 -
第15题:
已知某正态总体的标准差为16,现从中随机抽取一个n=100的样本,样本标准差为16,则样本平均数分布的标准误为()A.0.16
B.1.6
C.4
D.25答案:B解析:总体分布正态,总体方差已知,标准误计算公式和过程如下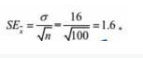
-
第16题:
设一正态总体N=200,平均数是40,对其进行样本容量为10的简单随机抽样,则平均数抽样分布的期望值是()。
正确答案:40 -
第17题:
某型号零件的内径设计尺寸为20mm,公差为(+0.15,-0.15)mm.某道工序承担该零件内径的最后加工,现需要通过随机抽样对该工序的工序能力进行评估,共抽取200个样本,经测算,该样本平均值和公差中心重合,标准差为0.08mm。 该工序的工序能力指数为( )。
- A、2.052
- B、1.635
- C、1.414
- D、0.625
正确答案:D -
第18题:
对某工序进行产品质量抽样检验,其样本平均数的数学期望为:20;标准偏差为:1。以知样本量为:4,则本工序的产品标准偏差为()。
- A、1/2
- B、2
- C、4
正确答案:B -
第19题:
对某工序进行产品质量抽样检验,其样本平均数的数学期望为:20;标准偏差为:1。已知样本量为:4,则本工序产品的平均数为()。
- A、5
- B、20
- C、4
正确答案:B -
第20题:
对某工序进行产品质量抽样检验,其样本平均数的数学期望为:20;标准偏差为:1.已知样本量为:4,则本工序产品的平均数和标准偏差为()。
- A、20.2
- B、5.1
- C、20.0.5
正确答案:A -
第21题:
某型号零件的内径设计尺寸为20mm,公差为(+0.15,-0.15)mm.某道工序承担该零件内径的最后加工,现需要通过随机抽样对该工序的工序能力进行评估,共抽取200个样本,经测算,该样本平均值和公差中心重合,标准差为0.08mm。 若该工序的工序能力指数为1.5,可以判断该工序的工序能力()
- A、充足
- B、正常
- C、不足
- D、严重不足
正确答案:A -
第22题:
单选题某型号零件的内径设计尺寸为20mm,公差为(+0.15,-0.15)mm.某道工序承担该零件内径的最后加工,现需要通过随机抽样对该工序的工序能力进行评估,共抽取200个样本,经测算,该样本平均值和公差中心重合,标准差为0.08mm。 该工序的工序能力指数为( )。A2.052
B1.635
C1.414
D0.625
正确答案: B解析: -
第23题:
单选题某型号零件的内径设计尺寸为20mm,公差为(+0.15,-0.15)mm.某道工序承担该零件内径的最后加工,现需要通过随机抽样对该工序的工序能力进行评估,共抽取200个样本,经测算,该样本平均值和公差中心重合,标准差为0.08mm。 若该工序的工序能力指数为1.5,可以判断该工序的工序能力()A充足
B正常
C不足
D严重不足
正确答案: B解析: 暂无解析