
通过拉弯程序可以控制()A、拉伸长度B、拉伸角度C、运行速度D、卡具的松开及卡紧
题目
通过拉弯程序可以控制()
- A、拉伸长度
- B、拉伸角度
- C、运行速度
- D、卡具的松开及卡紧
相似考题
更多“通过拉弯程序可以控制()A、拉伸长度B、拉伸角度C、运行速度D、卡具的松开及卡紧”相关问题
-
第1题:
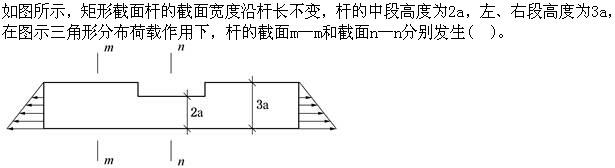
矩形截面杆的截面宽度沿杆长不变,杆的中段高度为2a,左、右高度为3a, 在图示三角形分布荷载作用下,杆的截面m-m和截面n-n分别发生: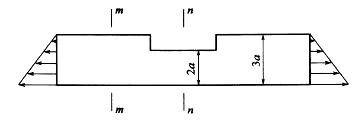 A.单向拉伸、拉弯组合变形
A.单向拉伸、拉弯组合变形
B.单向拉伸、单向拉伸变形
C.拉弯组合、单向拉伸变形
D.拉弯组合,拉弯组合变形答案:C解析:提示 图中三角形分布荷载可简化为一个合力,其作用线距杆的截面下边缘的距离为3a/3=a,所以这个合力对m-m截面是一个偏心拉力,m-m截面要发生拉弯组合变形;而这个合力作用线正好通过n-n截面的形心,n-n截面要发生单向拉伸变形。 -
第2题:
 A.单向拉伸,拉弯组合变形
A.单向拉伸,拉弯组合变形
B.单向拉伸、单向拉伸变形
C.拉弯组合、单向拉伸变形
D.拉弯组合、拉弯组合变形答案:C解析:三角形分布荷载作用形心位于距底端的a处,故对截面m—m有拉弯作用,过截面n—n中心,只有拉伸作用。 -
第3题:
在使用拉伸工艺进行生产时,对拉伸速度的控制要求为()。
- A、急加速
- B、急减速
- C、不停变化速度
- D、稳定拉伸速度
正确答案:D -
第4题:
拉弯过程控制实质是对拉伸()的控制。
- A、位移
- B、角度
- C、长度
- D、拉力
正确答案:A,B -
第5题:
板件需要向上拉伸时,可以使用()。
- A、液压顶板向上顶
- B、斜拉臂向上拉伸
- C、塔柱向上拉伸
正确答案:A -
第6题:
原位焊复切除断口(或重伤部位)后应立即装上钢轨拉伸器进行拉伸,松开两侧适当长度的扣件,拉伸到位后即进行()。
- A、打磨
- B、正火
- C、焊接
- D、顶锻
正确答案:C -
第7题:
用拉伸系统对控制点进行水平拉伸会改变控制点()方向的尺寸
- A、长度
- B、宽度
- C、高度
- D、长度或者宽度
正确答案:D -
第8题:
通过()可以得到钢材的伸长率。
- A、冷弯试验
- B、冲击功试验
- C、单向拉伸试验
- D、疲劳试验
正确答案:C -
第9题:
控制拉伸点必须稳定()。
- A、初生纤维纤度
- B、拉伸倍数
- C、拉伸温度
- D、拉伸速度
正确答案:C,D -
第10题:
需热处理的预拉伸管道焊缝,在热处理前应拆除预拉伸时所装的临时卡具。
正确答案:错误 -
第11题:
热轧光圆钢筋每验收批的拉伸性能和弯曲性能的取样数量是()
- A、一拉一弯
- B、一拉两弯
- C、两拉一弯
- D、两拉两弯
正确答案:D -
第12题:
单选题为使动力性拉伸法获得最佳的效果,关键在于控制()A拉伸的角度
B拉伸的速度和用力程度
C用力的程度
D拉伸的速度
正确答案: B解析: 暂无解析 -
第13题:
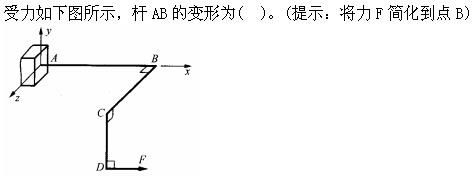 A.偏心拉伸
A.偏心拉伸
B.纵横弯曲
C.弯扭组合
D.拉弯扭组合答案:A解析:将力F简化到点B。 -
第14题:
当角形弯梁拉弯件小弧处出现轻微褶皱时,可以通过()小弧处拉伸量来解决。
- A、增大
- B、减小
- C、保持不变
- D、随意调整
正确答案:A -
第15题:
板件需要向上拉伸时,可以使用()。
- A、液压顶板向上顶
- B、斜拉臂向上拉伸
- C、塔柱向上拉伸
- D、塔柱向下拉伸
正确答案:A -
第16题:
影响拉伸取向的主要因素有()。
- A、温度、拉伸速度、增塑剂
- B、压力、拉伸速度、增塑剂
- C、温度、溶液浓度、增塑剂
- D、温度、拉伸速度、拉伸时间
正确答案:A -
第17题:
为使动力性拉伸法获得最佳的效果,关键在于控制()
- A、拉伸的角度
- B、拉伸的速度和用力程度
- C、用力的程度
- D、拉伸的速度
正确答案:B -
第18题:
拉伸过程金属变形量中的压缩率表述错误的()。
- A、拉伸后与拉伸前线材长度比
- B、拉伸前后断面面积差与拉伸前断面面积比
- C、拉伸后与拉伸前的长度差与拉伸前长度比
- D、拉伸后与拉伸前断面面积比
正确答案:A -
第19题:
关于多点拉伸,正确的说法是()。
- A、比单点拉伸可以施加更大的拉伸力
- B、在相同条件下,同单点拉伸相比夹紧处不易撕裂
- C、通过对多点拉伸的拉伸力进行控制,可以在拉伸的过程中控制合力的大小和方向,从而得到更精确的拉伸效果
- D、推杆和拉塔同时使用不属于多点拉伸
正确答案:A,B,C,D -
第20题:
纤维被拉伸到断裂时的长度与拉伸前长度之比称为()。
- A、拉伸比
- B、拉伸应变
- C、拉伸应力
- D、最大拉伸倍数
正确答案:D -
第21题:
钢筋混凝土用热轧带肋钢筋拉伸试验()根;冷弯试验()根。
- A、拉伸试验2根冷弯试验2根
- B、拉伸试验1根冷弯试验2根
- C、拉伸试验2根冷弯试验1根
- D、拉伸试验1根冷弯试验1根
正确答案:A -
第22题:
对接接头试件的试验项目有哪些()
- A、接头拉伸(拉板)试验
- B、焊缝金属拉伸试验
- C、接头侧弯试验
- D、低温冲击试验
- E、接头硬度试验
正确答案:A,B,C,D,E -
第23题:
单选题钢筋混凝土用热轧带肋钢筋拉伸试验()根;冷弯试验()根。A拉伸试验2根冷弯试验2根
B拉伸试验1根冷弯试验2根
C拉伸试验2根冷弯试验1根
D拉伸试验1根冷弯试验1根
正确答案: B解析: 暂无解析