
(2013年)厚壁为8mm的金属,现场组装焊接环焊缝,为确保工程质量、工期和降低成本,应选择的焊接方法是()。A.手弧焊 B.埋弧焊 C.熔化极氩弧焊 D.等离子弧焊
题目
B.埋弧焊
C.熔化极氩弧焊
D.等离子弧焊
相似考题
更多“(2013年)厚壁为8mm的金属,现场组装焊接环焊缝,为确保工程质量、工期和降低成本,应选择的焊接方法是()。”相关问题
-
第1题:
为检验压力容器产品焊接接头的力学性能和弯曲性能,应制作()产品焊接试板。A、平焊缝
B、立焊缝
C、环焊缝
D、纵焊缝答案:D解析:2018新教材P81:(1) 为检验产品焊接接头的力学性能和弯曲性能,应制作产品焊接试件,制取试样,进行拉力、弯曲和规定的冲击试验。 -
第2题:
壁厚为8mm的金属油罐,现场组装焊接环焊缝,为确保工程质量、工期和降低成本,应选择的焊接方法是( )。A.手弧焊
B.埋弧焊
C.熔化极氩弧焊
D.等离子弧焊答案:B解析:2020版教材P71
A错,手弧焊,焊接生产效率低,劳动条件差,焊接质量不够稳定。B对,埋弧焊,焊接速度高,焊接质量好,焊熔深大,生产效率高,机械化操作的程度高,因而适于焊接中厚板结构的长焊缝和大直径圆筒的环焊缝,尤其适用于大批量生产。C错,熔化极氩弧焊,惰性气体(氧气、氮气)较贵,生产成本较高。D错,等离子弧能量集中、温度高,焊接速度快,生产率高。设备比较复杂、气体耗量大,费用较高,只宜于室内焊接。 -
第3题:
在焊工资质管理中,属于单独的技能变素的有焊接方法、试件形式、焊缝形式、焊接依据标准、焊接材料、焊缝金属厚度与管材外径、焊接位置和焊接要素。
正确答案:错误 -
第4题:
L-O-R封堵三通的焊接顺序是()
- A、先焊接环向角焊缝再焊接纵向焊缝
- B、环向角焊缝和纵向焊缝同时焊接
- C、先焊接纵向焊缝再焊接环向角焊缝
- D、先焊纵焊缝再焊环焊缝
正确答案:C -
第5题:
主、端梁组装焊接时,为减小焊接变形和焊接(),应先焊()焊缝,再焊()焊缝,然后焊连接板焊缝;先焊外侧焊缝,后焊内侧焊缝。
正确答案:应力,上盖板,下盖板 -
第6题:
增加焊接结构强度和刚度的方法中最有效的方法是()。
- A、增加焊缝尺寸
- B、增加构件壁厚
- C、设计合理的焊接结构
正确答案:C -
第7题:
焊缝金属的力学性能取决于焊缝金属化学成份和()
- A、焊接材料
- B、金相组织
- C、焊接方法
- D、焊接缺陷
正确答案:B -
第8题:
在焊工资质管理中,属于单独的技能变素的有焊接方法、试件形式、焊缝形式、焊接材料、焊缝金属厚度与管材外径、焊接位置和焊接要素。
正确答案:正确 -
第9题:
受力较大的T形或十字焊接接头,在相同强度条件下,应采用开坡口的角焊缝,这样比一般角焊缝可大大()。
- A、减少焊缝金属,减少焊接变形量
- B、减少焊接金属,增加焊接变形量
- C、增加焊接金属,减少焊接变形量
正确答案:A -
第10题:
单选题受力较大的T形或十字焊接接头,在相同强度条件下,应采用开坡口的角焊缝,这样比一般角焊缝可大大()。A减少焊缝金属,减少焊接变形量
B减少焊缝金属,增加焊接变形量
C增加焊缝金属,减少焊接变形量
D增加焊缝金属,焊接变形量为零
正确答案: D解析: 暂无解析 -
第11题:
多选题关于焊接,哪些叙述是正确的?()A采用氧-乙炔焊接时,应先按焊件周长等距离适当点焊,点焊部位应焊透,厚度不应大于壁厚的2/3。每道焊缝应一次焊完,根部应焊透,中断焊接时,火焰应缓慢离去。重新焊接前,应检查已焊部位,发现缺陷应铲除重焊
B电焊焊接有坡口的钢管及管件时,焊接层数不得少于两层。在壁厚为3-6mm,且不加工坡口时,应采用双层焊接
C多层焊接时,第一层焊缝根部应均匀焊透,不得烧穿。各层接头应错开,每层焊缝的厚度宜为焊条直径的0.8—1.2倍,不得在焊件的非焊接表面引弧
D每层焊完后,应清除熔渣、飞溅物等并进行外观检查,发现缺陷,应铲除重焊
正确答案: C,D解析: 暂无解析 -
第12题:
单选题大钢板组装-焊接时,应采用的焊接顺序是()。短焊缝应像砖墙那样错开。A先焊直通的长焊缝,后焊错开的短焊缝
B先焊错开的短焊缝,后焊直通的长焊缝
C直通的长焊缝和错开的短焊缝同时焊
D间断焊接直通的长焊缝与错开的短焊缝
正确答案: B解析: 暂无解析 -
第13题:
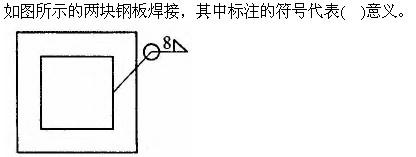 A.工地焊接,焊脚尺寸为8mm,一边单面焊接的角焊缝
A.工地焊接,焊脚尺寸为8mm,一边单面焊接的角焊缝
B.工地焊接,焊脚尺寸为8mm,周边单面焊接的角焊缝
C.焊脚尺寸为8mm,一边单面焊接的角焊缝
D.焊脚尺寸为8mm,周边单面焊接的角焊缝答案:D解析: -
第14题:
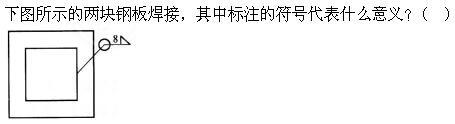 A.表示工地焊接,焊脚尺寸为8mm,一边单面焊接的角焊缝
A.表示工地焊接,焊脚尺寸为8mm,一边单面焊接的角焊缝
B.表示工地焊接,焊脚尺寸为8mm,周边单面焊接的角焊缝
C.焊脚尺寸为8mm,一边单面焊接的角焊缝
D.焊脚尺寸为8mm,周边单面焊接的角焊缝答案:D解析: -
第15题:
在焊工资质管理中,属于单独的技能变素的有焊接方法、试件形式、焊缝形式、母材类别、焊接材料、焊缝金属厚度与管材外径、焊接位置和焊接要素。
正确答案:正确 -
第16题:
厚壁为8mm的金属管,现场组装焊接环焊缝,为确保工程质量、工期和降低成本,应选择的焊接方法是()。
- A、手弧焊
- B、埋弧焊
- C、融化极氩弧焊
- D、等离子弧焊
正确答案:B -
第17题:
为减少焊接变形,壁厚较小的工字梁上、下翼缘板的角变形有效防止方法是()。
- A、反变形法
- B、刚性固定法
- C、合理的焊接方法和焊接工艺参数
正确答案:A -
第18题:
现有: (1)16Mn+16Mn,板厚为20,平焊焊缝长4000; (2)Q235+Q235, 板厚为12,立焊焊缝长2000; (3)铝板+铝板,板厚为8,焊缝长不限; 请选择合理的焊接方法幷说明理由。
正确答案: (1)选择SAW焊
16Mn焊接性良好,因为板厚较厚,焊缝较长,又因为处于平焊位置适用SAW焊可以较低的成本,高效率地获得性能良好,美观的焊缝
(2)选择CO2气体保护焊
Q.235属于低碳钢,CO2气体保护焊适合于低碳钢的焊接,且其适用自动或半自动焊方法,对任何位置及复杂的曲面焊缝都可以进行焊接,不受焊缝长度限制,材料成本较低。
(3)选择MIG焊
M.IG焊可以焊接铝及铝合金,且有较好的熔深,直流反接时对母材有阴极保护作用,不受焊缝长度限制 -
第19题:
在焊工资质管理中,属于单独的技能变素的有焊接方法、焊工种类、焊缝形式、母材类别、焊接材料、焊缝金属厚度与管材外径、焊接位置和焊接要素。
正确答案:错误 -
第20题:
在选择焊接顺序和方向时,应先焊接收缩量比较大的焊缝,后焊接收缩量()的焊缝。
正确答案:比较小 -
第21题:
在铝及铝合金的焊接生产中,要确保焊缝的高质量,焊接方法应选择()。
正确答案:氩弧焊 -
第22题:
单选题L-O-R封堵三通的焊接顺序是()A先焊接环向角焊缝再焊接纵向焊缝
B环向角焊缝和纵向焊缝同时焊接
C先焊接纵向焊缝再焊接环向角焊缝
D先焊纵焊缝再焊环焊缝
正确答案: A解析: 暂无解析 -
第23题:
多选题现场非标设备焊缝质量检查等级为II,,其排版图上应标明焊缝位置外,还应标明( )。A焊缝编号
B焊工代号
C焊接日期
D无损检测方法
E无损检测焊接位置
正确答案: B,E解析: