
单选题过程能力指数Gp(有时称为过程潜力指数或工序能力指数)定义为规范宽度与过程标准偏差的比值。即为( )A CP=T/3σ≈T/3SB CP=T/6σ≈T/6SC CP=T/9σD CP=T/1.55σ
题目
CP=T/3σ≈T/3S
CP=T/6σ≈T/6S
CP=T/9σ
CP=T/1.55σ
相似考题
更多“单选题过程能力指数Gp(有时称为过程潜力指数或工序能力指数)定义为规范宽度与过程标准偏差的比值。即为( )A CP=T/3σ≈T/3SB CP=T/6σ≈T/6SC CP=T/9σD CP=T/1.55σ”相关问题
-
第1题:
工序能力指数(Cp)是可以判别工序施工状态的好坏的,当工序能力指数合格但不充分时,其Cp值是( )。
A.Cp>1.67
B.1.67>Cp>1.33
C.1.33>Cp>1.0
D.1.0>Cp>0.67答案:C解析:本题考核的是工序能力指数的分级。工序能力指数(Cp)是可以判别工序施工状态的好坏的。一般把工序能力指数分为5级。见表1的内容。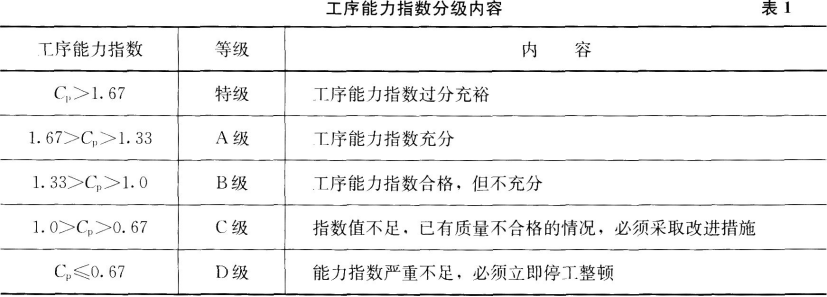
-
第2题:
过程能力指数Cp
正确答案:是表示过程能力对过程质量标准的满足程度。 -
第3题:
对双侧规范情况下过程能力指数公式Cp=T/6σ的正确理解是()。
- A、必须在稳态下估计σ
- B、σ反映过程加工质量
- C、T由操作人员改变
- D、σ越小越好
- E、以上说法全不正确
正确答案:A,B -
第4题:
放宽技术要求,使规定的公差范围T增大,可以使工序能力指数Cp()
- A、减小
- B、增大
- C、不变
正确答案:B -
第5题:
工序能力指数的计算公式为Cp=T/6σ,式中T表示(),σ表示总体的标准偏差。
正确答案:公差范围 -
第6题:
当质量特性值的分布中心与规范中心重合时,过程能力指数()
- A、CP>CPK
- B、CP=CPK
- C、CP<CPK
- D、无对应关系
正确答案:B -
第7题:
当工序能力充分时,所对应的过程能力指数范围为()
- A、Cp>1.67
- B、1.67≥Cp>1.33
- C、1.33≥Cp>1
正确答案:B -
第8题:
当工序能力指数为()时,该工序能力为充分工序。
- A、Cp>1.67
- B、1.67≥Cp≥1.33
- C、1.33≥Cp>1
- D、1≥Cp>0.67
正确答案:B -
第9题:
名词解释题过程能力指数Cp正确答案: 是表示过程能力对过程质量标准的满足程度。解析: 暂无解析 -
第10题:
多选题对双侧规范情况下过程能力指数公式Cp=T/6σ的正确理解是()。A必须在稳态下估计σ
Bσ反映过程加工质量
CT由操作人员改变
Dσ越小越好
E以上说法全不正确
正确答案: C,B解析: 暂无解析 -
第11题:
多选题对双侧规范情况下过程能力指数公式Cp=T/6σ的正确理解有( )。A必须在稳态下估计σ
B反映过程加工质量
CT由操作人员改变
Dσ值越小越好
ET反映对产品的技术要求
正确答案: B,E解析:
Cp的计算前提是稳态,σ表示过程离散程度,反映了过程加工质量;T是已确定的技术标准,反映对产品的技术要求,不能由操作人员改变;σ越小,过程能力指数越大,当大到一定程度,经济上未必可行,所以并不是σ的值越小越好。 -
第12题:
单选题在无偏条件下,双侧过程能力指数Cp的计算公式是()。A(UCL-LCL)/6δ
BT/6δ
C(1-K)T/6R
D(T-M)/3S
正确答案: D解析: 其中,δ是总体标准差,S为样本标准差,R为平均样本极差,K为偏离度,T为公差范围,M为公差中心。 -
第13题:
过程能力严重不足,表示应采取紧急措施和全面检查,必要时可停工整顿的工序能力指数为()。
- A、Cp≥1.67
- B、1.0>Cp≥1.67
- C、1.67>Cp≥1.33
- D、0.67>Cp
正确答案:D -
第14题:
两个过程能力指数Cp与Cpk间的关系是()
- A、Cp≤Cpk
- B、Cpk≤Cp
- C、Cp/Cpk=1-K
- D、Cp/Cpk=1+K
正确答案:B -
第15题:
某一生产过程,给定某质量特性值公差范围为T=0.1mm,已知过程标准差σ=0.02,则其过程能力指数Cp是()
- A、0.83
- B、1.00
- C、0.5
- D、1.67
正确答案:A -
第16题:
工序能力定量表示为:Cp=T/60,其中T表示:()。
- A、标准偏差
- B、产品的公差范围
- C、不合格品率
- D、分散幅度
正确答案:B -
第17题:
工艺能力系数Cp=T/6σ,当()时应产生废品。
- A、Cp>1
- B、Cp>1.67
- C、Cp<1
- D、Cp>1.33
正确答案:C -
第18题:
在无偏条件下,双侧过程能力指数Cp的计算公式是()。
- A、(UCL-LCL)/6δ
- B、T/6δ
- C、(1-K)T/6R
- D、(T-M)/3S
正确答案:B -
第19题:
在无偏条件下,双侧过程能力指数Cp的计算公式是()其中,δ是总体标准差,S为样本标准差, R为平均样本极差,K为偏离度,T为公差范围,M为公差中心。
- A、(UCL-LCL)/6δ
- B、T/6δ
- C、(1-K)T/6R
- D、(T-M)/3S
正确答案:B -
第20题:
单选题某一生产过程,给定某质量特性值公差范围为T=0.1mm,已知过程标准差σ=0.02,则其过程能力指数Cp是()A0.83
B1.00
C0.5
D1.67
正确答案: D解析: 暂无解析 -
第21题:
多选题对双侧规范情况下过程能力指数公式Cp=T/6σ的正确理解是( )。A必须在稳态下估计σ
Bσ反映过程加工质量
CT由操作人员改变
Dσ越小越好
正确答案: A,C解析: 对双侧规范情况下过程能力指数公式Cp=T/6σ的正确理解是必须在稳态下估计σ;σ反映过程加工质量。故选择A、B。
-
第22题:
单选题在无偏条件下,双侧过程能力指数Cp的计算公式是()其中,δ是总体标准差,S为样本标准差, R为平均样本极差,K为偏离度,T为公差范围,M为公差中心。A(UCL-LCL)/6δ
BT/6δ
C(1-K)T/6R
D(T-M)/3S
正确答案: D解析: 暂无解析 -
第23题:
单选题当工序能力充分时,所对应的过程能力指数范围为()ACp>1.67
B1.67≥Cp>1.33
C1.33≥Cp>1
正确答案: C解析: 暂无解析