
问答题某零件质量要求40±0.15mm,现从生产过程中随机抽取100件,测量并计算得到该零件的平均值为x=40.05mm,样本标准偏差为S=0.05mm。试计算该零件加工的过程能力指数,并判断工序状况及应采取的后续措施。
题目
问答题
某零件质量要求40±0.15mm,现从生产过程中随机抽取100件,测量并计算得到该零件的平均值为x=40.05mm,样本标准偏差为S=0.05mm。试计算该零件加工的过程能力指数,并判断工序状况及应采取的后续措施。
相似考题
更多“问答题某零件质量要求40±0.15mm,现从生产过程中随机抽取100件,测量并计算得到该零件的平均值为x=40.05mm,样本标准偏差为S=0.05mm。试计算该零件加工的过程能力指数,并判断工序状况及应采取的后续措施。”相关问题
-
第1题:
某零件设计尺寸为4mm ,生产过程中允许的误差是(+0.007,-0.007) 。某道工序是保证该零件设计尺寸的最后加工工序,现对该道工序的能力进行评估,经抽样测算,样本平均值和公差在中心重合,样本标准差为0.0027 。
根据以上资料,回答题:
该道工序的过程能力指数为 ()。A 、 0.86
B 、 1.00
C 、 1.18
D 、 1.4 1答案:A解析: -
第2题:
某零件设计尺寸为4mm ,生产过程中允许的误差是(+0.007,-0.007) 。某道工序是保证该零件设计尺寸的最后加工工序,现对该道工序的能力进行评估,经抽样测算,样本平均值和公差在中心重合,样本标准差为0.0027 。
根据以上资料,回答题:
在该零件的生产过程中,影响工序质量的因素可能是 ()。A 、 环境
B 、 机器
C 、 原料
D 、 市场需求答案:A,B,C解析:全面质量管理包括全企业的质量管理,全过程的质量管理,全员参加的质量管理等方面。在全过程质量管理中,除了基本生产过程以外,还要重视辅助生产过程的质量管理,如工具、动力、机修等生产中的质量。这些都是保证工序质量的重要条件,产品质量不好常常是由于这些辅助部门的问题造成的。 -
第3题:
(第五章 质量管理)
某电池生产企业对其生产的A、B、C三种电池的生产过程能力进行评估。经随机抽样并计算,得出如下数据:A电池的过程能力指数为1.8,B电池的过程能力指数为0.7,C电池的设计寿命要求不低于8500小时,随机抽取的该电池样本的平均寿命为8860小时,样本标准偏差为120小时。
根据B电池的生产过程能力指数,该企业可以采取的措施是()。A.若设计上允许,降低产品的技术要求
B.努力提高设备精度,并使工艺更为合理和有效
C.采取合并或减少工序等方法
D.降低原材料质量及加工性能答案:A解析: -
第4题:
在生产某零件的过程中,已知设计尺寸为5mm,生产过程中所允许的误差为( +0.009. -0.009) 某道工序是保证该齿轮上述设计尺寸的最后加工工序,现在需要对该工序的工序能力进行评估,通过对该齿轮产品的随机抽样,经测算,样本平均值和公差在中心重合,样本标准差为s =0.0047.
根据以上资料,回答问题:
在该零件的生产过程中,影响工序质量的因素可能是( ).A: 工具
B: 机修
C: 原料
D: 市场需求答案:A,B,C解析:工具、机修、原料都是与工序生产直接相关的因素,会影响T序质量 ;市场需求会影响产品的销售,但不会影响工序质量. -
第5题:
共用题干
某零件设计尺寸为4毫米,生产过程中允许的误差是(+0.007,-0.007)。某道工序是保证该零件设计尺寸的最后加工工序,现对该道工序的能力进行评估,经抽样测算,样本平均值和公差在中心重合,样本标准差为0.0027。根据以上资料,回答下列问题:假设该工序的工序能力指数为1.25,可以断定该工序的工序能力()。
A:不足
B:正常
C:充足
D:过剩答案:B解析:CP=T/6σ=TU-TL/6S=(4.007-3.993)/(6*0.0027)=0.86。
过程的质量水平按CP值可划分为五个等级,按其等级的高低,在管理上可以作出相应的判断和处置,当1.33>CP>1.00时,过程能力为二级,表示过程能力正常。
在质量管理过程中,影响过程质量的因素主要包括:人(Man)、机器(Ma-chine)、原料(Material)、方法(Method)、测量(Measurement)和环境(Environment),简称5MIE。 -
第6题:
某电池生产企业对其生产的A、B、C三种电池的生产过程能力进行评估。经随机抽样并计算,得出如下数据:A电池的过程能力指数为1.8,B电池的过程能力指数为0.7,C电池的设计寿命要求不低于8500小时,随机抽取的该电池样本的平均寿命为8860小时,样本标准偏差为120小时。
根据B电池的生产过程能力指数,该企业可以采取的措施是()。A.若设计上允许,降低产品的技术要求
B.努力提高设备精度,并使工艺更为合理和有效
C.采取合并或减少工序等方法
D.降低原材料质量及加工性能答案:B解析:B电池过程能力指数较低,说明过程能力满足技术标准的程度较低,产品质量不易保证,需提高设备精度。@## -
第7题:
共用题干
在生产某零件的过程中,已知设计尺寸为5毫米,生产过程中所允许的误差为(+0.009,-0.009)。某道工序是保证该齿轮上述设计尺寸的最后加工工序,现在需要对该工序的工序能力进行评估,通过对该齿轮产品的随机抽样,经测算,样本平均值和公差在中心重合,样本标准差为s=0.0047。根据以上资料,回答下列问题:在该零件的生产过程中,影响工序质量的因素可能是()。
A:工具
B:机修
C:原料
D:市场需求答案:A,B,C解析:Cp=T/6σ=(Tu-Tl)/6s=(5.009-1.991)/(6*0.0047)=0.64。
工序能力指数判断标准,Cp>1.67时工序能力过剩,1.67>Cp>1.33工序能力充足,1.33>Cp>1.00工序能力正常,1.00>Cp>0.67工序能力不足,Cp<0.67工序能力严重不足。
工具、机修、原料都是与工序生产直接相关的因素,会影响工序质量;市场需求会影响产品的销售,但不会影响工序质量。
影响质量的因素可以分为偶然性因素和系统性因素。
常见的质量控制方法包括分层法、调查表法、散布图、排列图等。 -
第8题:
在生产某零件的过程中,已知设计尺寸为5mm.生产过程中所允许的误差为(+0.009,-0.009)。某道工序是保证该齿轮上述设计尺寸的最后加工工序,现在需要对该工序的工序能力进行评估。通过对该齿轮产品的随机抽样,经测算,样本平均值和公差在中心重合,样本标准差为s=0.0047。
该工序的工序能力指数C为()。A.0.64
B.1.00
C.1.18
D.1.41答案:A解析:
-
第9题:
某车工加工一批零件,技术要求(100±2)mm,经检验得到平均值为X=100mm,S=0.35mm,计算分析工序能力指数,并指出应采取的措施。

工序能力过高。措施:①缩小公差范围;②,放宽工艺条件,允许S变大;③更换设备,降低设备精度。
略 -
第10题:
某型号零件的内径设计尺寸为20mm,公差为(+0.15,-0.15)mm.某道工序承担该零件内径的最后加工,现需要通过随机抽样对该工序的工序能力进行评估,共抽取200个样本,经测算,该样本平均值和公差中心重合,标准差为0.08mm。 若该工序的工序能力指数为1.5,可以判断该工序的工序能力()
- A、充足
- B、正常
- C、不足
- D、严重不足
正确答案:A -
第11题:
问答题某零件的外径设计要求为10±0.025mm,现从生产现场随机抽取样本,测得:x=10mm,s=0.005mm,求过程能力指数。正确答案:解析: -
第12题:
问答题某涂料含杂质要求最高不能超过16.1毫克。若在一定工艺条件下进行随机抽样,得到涂料含杂质的平均值x=15.9毫克,样本的标准偏差S=0.039毫克。试求该工艺的过程能力指数,并判断工序状况及应采取的后续措施。正确答案:解析: -
第13题:
共用题干
某零件设计尺寸为4毫米,生产过程中允许的误差是(+0.007,-0.007)。某道工序是保证该零件设计尺寸的最后加工工序,现对该道工序的能力进行评估,经抽样测算,样本平均值和公差在中心重合,样本标准差为0.0027。根据以上资料,回答下列问题:在该零件的生产过程中,影响工序质量的因素可能是()。
A:环境
B:机器
C:原料
D:市场需求答案:A,B,C解析:CP=T/6σ=TU-TL/6S=(4.007-3.993)/(6*0.0027)=0.86。
过程的质量水平按CP值可划分为五个等级,按其等级的高低,在管理上可以作出相应的判断和处置,当1.33>CP>1.00时,过程能力为二级,表示过程能力正常。
在质量管理过程中,影响过程质量的因素主要包括:人(Man)、机器(Ma-chine)、原料(Material)、方法(Method)、测量(Measurement)和环境(Environment),简称5MIE。 -
第14题:
共用题干
某型号零件的内径设计尺寸为20mm,公差为(+0.15,-0.15)mm。某道工序承担该零件内径的最后加工,现需要通过随机抽样对该工序的工序能力进行评估,共抽取200个样本,经测算,该样本平均值和公差中心重合,标准差为0.08mm。在该型号零件的生产过程中,影响工序质量的因素可能是()。
A:人
B:方法
C:价格
D:机器答案:A,B,D解析:过程能力指数CP可以用下式来表示:CP=T/(6σ)。若过程总体均值或分布中心与公差中心重合,则这种状态被称为过程无偏,反之,则称为过程有偏。当过程无偏时,则CP=T/(6σ)≈(TU-TL)/(6S)。则该工序的过程能力指数为:CP=T/(6σ)≈(TU-TL)/(6S)=[0.15-(-0.15)]/(6*0.08)≈0.625。
过程(工序)的质量水平按CP值可划分为五个等级,按其等级的高低,在管理上可以作出相应的判断和处置。通常采用如表5-3所示的过程能力指数判别准则。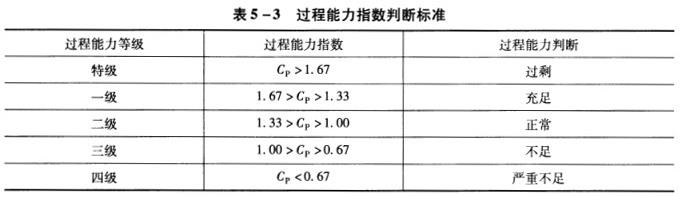
在质量管理过程中,影响过程(工序)质量的因素主要包括:人(Man)、机器(Machine)、原料(Material)、方法(Method)、测量(Measurement)和环境(Environment),简称5M1E。 -
第15题:
共用题干
某型号零件的内径设计尺寸为20mm,公差为(+0.15,-0.15)mm。某道工序承担该零件内径的最后加工,现需要通过随机抽样对该工序的工序能力进行评估,共抽取200个样本,经测算,该样本平均值和公差中心重合,标准差为0.08mm。根据以上资料,回答下列问题。若该工序的工序能力指数为1.5,可以判断该工序的工序能力()。
A:充足
B:正常
C:不足
D:严重不足答案:A解析:工序能力指数无偏公式:CP=T/6σ=(Tu-TL)/6δ,式中,T表示工序公差,Tu和TL表示公差上限和下限,Tm表示公差中心,δ表示样本标准偏差。CP=0.3/(0.08*6)=0.625。
根据工序能力指数判断标准,如下表。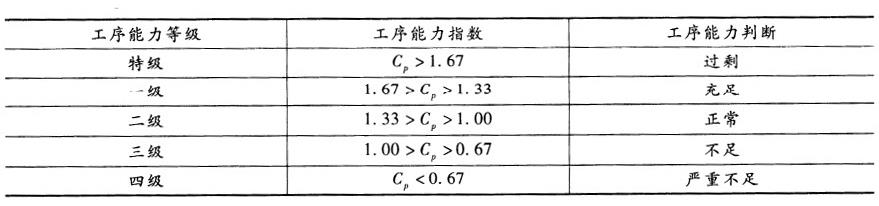
可以判断该工序的工序能力是充足。
在质量管理过程中,影响工序质量的因素主要包括:人、机器、原料、方法和环境,简称4MIE。 -
第16题:
在生产某零件的过程中,已知设计尺寸为5mm,生产过程中所允许的误差为(+0.009,-0.009)。某道工序是保证该齿轮上述设计尺寸的最后加工工序,现在需要对该工序的工序能力进行评估,通过对该齿轮产品的随即抽样,经测算,样本均值和公差在中心重合,样本标准差为s=0.0047.根据以上资料,回答下列问题。
在该零件的生产过程中,影响工序质量的因素可能是()。A.环境
B.机器
C.原料
D.市场需求答案:A,B,C解析:环境、机器、原料都是与工序生产直接相关的因素,会影响工序质量,市场需求会影响产品的销售,但不会影响工序质量。 -
第17题:
在生产某零件的过程中,已知设计尺寸为5mm.生产过程中所允许的误差为(+0.009,-0.009)。某道工序是保证该齿轮上述设计尺寸的最后加工工序,现在需要对该工序的工序能力进行评估。通过对该齿轮产品的随机抽样,经测算,样本平均值和公差在中心重合,样本标准差为s=0.0047。
可以断定该工序的工序能力为()。A.不足
B.正常
C.充足
D.严重不足答案:D解析:工序能力指数判断标准为:Cp>1.67时,工序能力过剩;1.67≥C。>1.33时,工序能力充足;1.33≥Cp>1.00时,工序能力正常;1.001>Cp>0.67时,工序能力不足;Cp≤0.67时,工序能力严重不足。 -
第18题:
共用题干
某型号零件的内径设计尺寸为20mm,公差为(+0.15,-0.15)mm。某道工序承担该零件内径的最后加工,现需要通过随机抽样对该工序的工序能力进行评估,共抽取200个样本,经测算,该样本平均值和公差中心重合,标准差为0.08mm。根据以上资料,回答下列问题。在该型号零件的生产过程中,影响工序质量的因素可能是()。
A:人
B:方法
C:价格
D:机器答案:A,B,D解析:工序能力指数无偏公式:CP=T/6σ=(Tu-TL)/6δ,式中,T表示工序公差,Tu和TL表示公差上限和下限,Tm表示公差中心,δ表示样本标准偏差。CP=0.3/(0.08*6)=0.625。
根据工序能力指数判断标准,如下表。
可以判断该工序的工序能力是充足。
在质量管理过程中,影响工序质量的因素主要包括:人、机器、原料、方法和环境,简称4MIE。 -
第19题:
某零件设计尺寸为4mm ,生产过程中允许的误差是(+0.007,-0.007) 。某道工序是保证该零件设计尺寸的最后加工工序,现对该道工序的能力进行评估,经抽样测算,样本平均值和公差在中心重合,样本标准差为0.0027 。
根据以上资料,回答题:
假设该工序的工序能力指数为1.25,可以断定该工序的工序能力 ()。A 、 不足
B 、 正常
C 、 充足
D 、 过剩答案:B解析:过程的质量水平按cp值可划分为五个等级,按其等级的高低,在管理上可以作出相应的判断和处置,当1.33>cp >1.00时,过程能力为二
级,表示过程能力正常。 -
第20题:
共用题干
某车间正在对工序的过程能力进行分析,得知某零件第n道工序加工时,设计尺寸(单位mm)为TU=20.000,TL=19.991。通过随机抽样,经计算得知:样本平均值和公差中心重合,s=0.00131。根据上述资料,回答下列问题:该工序的过程能力指数为()。
A:0.67
B:1.00
C:1.33
D:1.15答案:D解析:根据已知数据得:CP=T/(6σ)≈(TU-TL)/(6S)=(20.00-19.991)/(6*0.00131)≈1.15。
由上可知,1.00<CP=1.15<1.33,该工序的过程能力等级为二级,工序的过程能力正常。
直方图又称质量分析图,它是由很多直方形连起来的,表示质量数据离散程度的一种图形,用以整理质量数据,找出规律,通过对它的观察来分析、判断工序是否处于受控状态,并根据质量特性的分析结果进行适当地调整,解决其存在问题的一种常用质量管理方法。 -
第21题:
某型号零件的内径设计尺寸为20mm,公差为(+0.15,-0.15)mm.某道工序承担该零件内径的最后加工,现需要通过随机抽样对该工序的工序能力进行评估,共抽取200个样本,经测算,该样本平均值和公差中心重合,标准差为0.08mm。 该工序的工序能力指数为( )。
- A、2.052
- B、1.635
- C、1.414
- D、0.625
正确答案:D -
第22题:
某电池生产企业对其生产的A、B、C三种电池的生产过程能力进行评估。经随机抽样并计算,得出如下数据:A电池的过程能力指数为1.8,B电池的过程能力指数为0.7,C电池的设计寿命要求不低于8500小时,随机抽取的该电池样本的平均寿命为8860小时,样本标准偏差为120小时。 根据B电池的生产过程能力指数,该企业可以采取的措施是( )。
- A、若设计上允许,降低产品的技术要求
- B、努力提高设备精度,并使工艺更为合理和有效
- C、采取合并或减少工序等方法
- D、降低原材料质量及加工性能
正确答案:B -
第23题:
问答题某零件尺寸设计要求为30±0.022mm,加工一批零件后,计算得:x=29.996mm,s=0.005mm,求过程能力指数。正确答案:解析:
