
一根轴的变化的直径不可以选择()控制图A、I-MRB、Xbar—RC、C图D、I-MR或Xbar—R
题目
一根轴的变化的直径不可以选择()控制图
- A、I-MR
- B、Xbar—R
- C、C图
- D、I-MR或Xbar—R
相似考题
参考答案和解析
更多“一根轴的变化的直径不可以选择()控制图A、I-MRB、Xbar—RC、C图D、I-MR或Xbar—R”相关问题
-
第1题:
有关Xbar.R控制图的说法,正确的是:()A.Xbar图只能检测出均值的波动
B.R图只能检测出均值的波动
C.Xbar图主要检测出均值的波动,也可以检测方差的波动,但检出力很低
D.以上都不对
参考答案:C
-
第2题:
关于均值—极差图,以下说法正确的是()
- A、其代号为Xbar-R
- B、它是计量数据控制图
- C、它是计点控制图
- D、它是SPC图
正确答案:A,B,D -
第3题:
用于分析过程不合格品率波动状况的图形是()。
- A、Xbar-R控制图
- B、C控制图
- C、μ控制图
- D、P控制图
正确答案:D -
第4题:
以下各种统计分析工具中,最有可能显示所有细节的工具是:()。
- A、Xbar-R图
- B、多变量图
- C、方差分析
- D、卡方
正确答案:A -
第5题:
用来表示缺陷率的控制图是:()
- A、I-MR图
- B、P图
- C、U图
- D、C图
正确答案:C -
第6题:
下列对Xbar-R(均值-极差)控制图的描述,错误说法是:()
- A、Xbar-R(均值-极差)控制图适用于任意子组样本含量的情形
- B、子组样本含量越大,控制限的幅度越大
- C、子组样本含量选择一般为2
- D、均值控制图只能检测均值的变化,不能检测方差的变化
正确答案:A,B,D -
第7题:
检验员每小时用高度仪检测轴的高度后,所收集的数据应该用()控制图。
- A、Xbar-R chart
- B、np chart
- C、u chart
- D、Xbar-s chart
正确答案:A -
第8题:
当过程的输出可以被各种测量特征化时,XBAR-R 是最恰当的控制图,这种陈述是()
- A、错误。因为P图才被应用于各种测量
- B、错误。因为过程和过程间使用的控制图的适宜性是不同的
- C、正确。因为子组平均可以被方便的计算
- D、正确。因为XBAR-R被要求用于不同的测量
正确答案:B -
第9题:
多选题某电子元器件厂对产品生产过程采用Xbar-R控制图进行过程控制。每1个小时在生产现场抽取样本大小为5的子组,控制图显示受控,但是在所抽样的30组产品中发现总计居然有10个产品落入公差限外,针对这一现象,可能正确的判断是()AXbar-R控制图不好,应采用Xbar-S控制图
B该过程能力不足(Cp、Cpk低)
C抽样间隔过长,应该改为半小时抽样一次
D应先对该过程进行优化和改造,然后再进行控制
正确答案: B,D解析: 暂无解析 -
第10题:
单选题一根轴的变化的直径不可以选择()控制图AI-MR
BXbar—R
CC图
DI-MR或Xbar—R
正确答案: B解析: 暂无解析 -
第11题:
单选题当过程的输出可以被各种测量特征化时,XBAR-R 是最恰当的控制图,这种陈述是()A错误。因为P图才被应用于各种测量
B错误。因为过程和过程间使用的控制图的适宜性是不同的
C正确。因为子组平均可以被方便的计算
D正确。因为XBAR-R被要求用于不同的测量
正确答案: D解析: 暂无解析 -
第12题:
单选题在注塑车间有5台注塑设备,其中注塑产品的拉伸强度是关键质量特性,质量经理希望使用控制图表进行统计过程控制,针对每台设备每天每班(白夜班),开机后连续抽取5件产品进行拉伸强度实验,你觉得可行的做法是?()A将5台注塑机每天共50个数据使用I-MR分析及监控
B将5台注塑机分开每台每天10个数据使用Xbar-R分析及监控
C将5台注塑机分开每台每天10个数据使用I-MR分析及监控
D将5台注塑机分开每台每班5个数据使用Xbar-R分析及监控
正确答案: D解析: 暂无解析 -
第13题:
某黑带为监控轴类零件直径的波动,收集了25个子组(每个子组容量为5)的数据,绘制了Xbar-R控制图。已知过程稳定正态,直径规格为22.5±1mm。请估计此过程的能力指数Cp(常数d2=2.326):
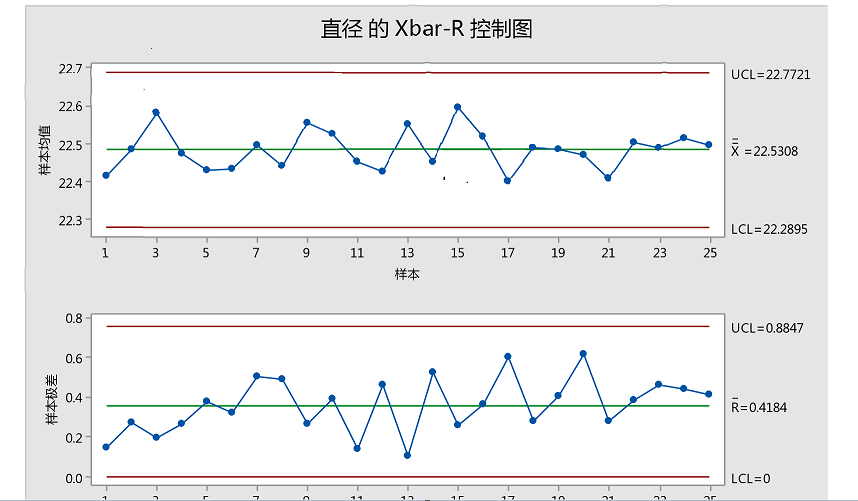
A.cp约为1.85
B.cp约为3.70
C.cp约为4.30
D.无法根据上述控制图估计cp
答案:A -
第14题:
在纺纱车间生产中,对于湿度的控制非常重要。由于对于此种纤维材料的纺纱已经生产了一段时间,生产初步达到了稳定。为了检测全车间的湿度状况,每个整点时,在车间内用“田”字形矩形格记录的9处湿度数据。检测了48小时后,要根据这些数据建立控制图。这时应选用下列哪种控制图效果最好()?
- A、Xbar-R图子组连续数据
- B、Xbar-S图子组连续数据
- C、I-MR图(单值移动极差控制图)单件连续数据
- D、P图或NP图计件离散数据C图u图计点离散数据
正确答案:A -
第15题:
某电子元器件厂对产品生产过程采用Xbar-R控制图进行过程控制。每1个小时在生产现场抽取样本大小为5的子组,控制图显示受控,但是在所抽样的30组产品中发现总计居然有10个产品落入公差限外,针对这一现象,可能正确的判断是()
- A、Xbar-R控制图不好,应采用Xbar-S控制图
- B、该过程能力不足(Cp、Cpk低)
- C、抽样间隔过长,应该改为半小时抽样一次
- D、应先对该过程进行优化和改造,然后再进行控制
正确答案:B,D -
第16题:
在分析Xbar−R控制图时应()
- A、先分析Xbar图然后再分析R图
- B、先分析R图然后再分析Xbar图
- C、Xbar图和R图无关,应单独分析
- D、以上答案都不对
正确答案:B -
第17题:
某油漆工厂为了监测油漆桶的重量,操作工从一批29个桶中随机抽取4个,测量桶的总量,每天抽取6次,应选用哪种控制图?()
- A、C图
- B、I-MR图
- C、Xbar-R图
- D、P图
正确答案:C -
第18题:
芯片镀膜是某企业生产中关键的一步,为此必须对于镀膜厚度进行监控。通常将芯片固定在测试台后,由中心向外每45度画出射线将芯片分为等面积的8个扇形区域,在每个扇形内任意选取一点,测量出这8个点的厚度。现在生产已经相当稳定,为了维持它的稳定性,决定对于厚度的均值及波动都进行检测。这时,按国家标准的规定,控制图应该选用:()
- A、使用Xbar-R控制图
- B、使用Xbar-S控制图
- C、使用p图或np图
- D、使用C图或U图
正确答案:B -
第19题:
生产部生产某一产品时,用快速检测夹具检测高度和同轴度,应该使用()控制图。
- A、Xbar-R chart
- B、np chart
- C、c chart
- D、Xbar-s chart
正确答案:B -
第20题:
多选题下列对Xbar-R(均值-极差)控制图的描述,错误说法是:()AXbar-R(均值-极差)控制图适用于任意子组样本含量的情形
B子组样本含量越大,控制限的幅度越大
C子组样本含量选择一般为2
D均值控制图只能检测均值的变化,不能检测方差的变化
正确答案: A,B,D解析: 暂无解析 -
第21题:
多选题关于均值—极差图,以下说法正确的是()A其代号为Xbar-R
B它是计量数据控制图
C它是计点控制图
D它是SPC图
正确答案: C,A解析: 暂无解析 -
第22题:
单选题在分析Xbar−R控制图时应()A先分析Xbar图然后再分析R图
B先分析R图然后再分析Xbar图
CXbar图和R图无关,应单独分析
D以上答案都不对
正确答案: A解析: 暂无解析 -
第23题:
单选题芯片镀膜是某企业生产中关键的一步,为此必须对于镀膜厚度进行监控。通常将芯片固定在测试台后,由中心向外每45度画出射线将芯片分为等面积的8个扇形区域,在每个扇形内任意选取一点,测量出这8个点的厚度。现在生产已经相当稳定,为了维持它的稳定性,决定对于厚度的均值及波动都进行检测。这时,按国家标准的规定,控制图应该选用:()A使用Xbar-R控制图
B使用Xbar-S控制图
C使用p图或np图
D使用C图或U图
正确答案: B解析: 暂无解析