
零件各部位的修复工艺相同时,应安排在同一()中进行,减少被加工零件在同一车间多次往返。A、工种B、工序C、时间
题目
零件各部位的修复工艺相同时,应安排在同一()中进行,减少被加工零件在同一车间多次往返。
- A、工种
- B、工序
- C、时间
相似考题
更多“零件各部位的修复工艺相同时,应安排在同一()中进行,减少被加工零”相关问题
-
第1题:
现有A、B、c、D、E、F六个零件,分别需要在甲乙两个设备上进行加工,且工艺顺序都为先甲后乙,各零件所需的加工时间如下表:
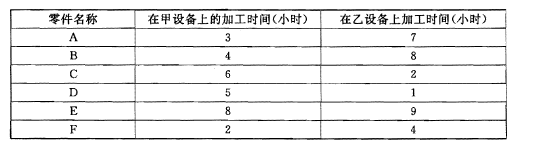
试计算完成该批零件加工所需要的最短时间。
参考答案: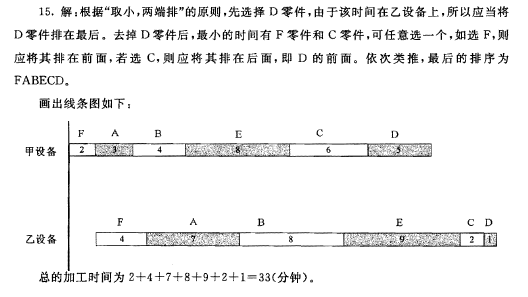
-
第2题:
模具零件的淬火,一般安排在模具零件精加工()。
- A、之前
- B、之后
- C、随便
- D、同时
正确答案:A -
第3题:
铣削加工组合体之前,应认真将图纸看懂,并对组合体及参与组合的各零件进行充分的()确定加工方案。
- A、加工准备
- B、审查核定
- C、工艺分析
- D、分析计算
正确答案:C -
第4题:
轴类零件的半精加工应安排在()之后。
- A、淬火
- B、回火
- C、调质
正确答案:C -
第5题:
采用()对零件进行分组时,应根据零件结构特性、设备加工范围和负荷以及工艺装备等条件,预先制定分组代码区域,凡是零件各码位上的编码落在该码域内,便作为同一零件组。
- A、编码系统
- B、特征数据法
- C、码域法
- D、成组技术
正确答案:C -
第6题:
已掌握的()必须能够充分满足零件的修复要求。
- A、机械加工
- B、加工方法
- C、修复工艺
- D、装配技术
正确答案:C -
第7题:
制定修复工艺时,要从全面考虑,零件的装配尺寸链()应特别注意。
- A、计算方法
- B、加工方法
- C、补偿方法
正确答案:C -
第8题:
制定工艺规程的步骤()。
- A、对零件进行工艺分析
- B、确定毛坯
- C、拟定工艺路线
- D、确定各工序的加工余量、计算工序尺寸及公差
- E、确定各工序所采用的工艺装备及工艺设备
正确答案:A,B,C,D,E -
第9题:
工程机械零件常用修复工艺包括()
- A、机械加工和钳工修复
- B、焊接修复
- C、喷涂修复
- D、电镀修复
- E、压力加工修复和粘接修复
正确答案:A,B,C,D,E -
第10题:
铸铁零件焊接修复方法要根据零件的外形,加工性能进行选择。
正确答案:错误 -
第11题:
单选题下列修复工艺中,属于机械加工修复法的有()。 Ⅰ.钳工加工修复;Ⅱ.附加零件法;Ⅲ.成套更换法;Ⅳ.金属扣合工艺;Ⅴ.粘接。AⅡ+Ⅲ
BⅡ+Ⅲ+Ⅳ
CⅠ+Ⅱ+Ⅲ
DⅡ+Ⅲ+Ⅴ
正确答案: C解析: 暂无解析 -
第12题:
多选题工程机械零件常用修复工艺包括()A机械加工和钳工修复
B焊接修复
C喷涂修复
D电镀修复
E压力加工修复和粘接修复
正确答案: C,B解析: 暂无解析 -
第13题:
在制造45钢轴类零件的工艺路线中,调质处理应安排在()。
- A、机加工前
- B、粗精加工之间
- C、精加工后
- D、难以确定
正确答案:B -
第14题:
数控加工指在()上进行零件加工的工艺方法。
正确答案:数控机床 -
第15题:
数控编程轴类零件孔加工应安排在调质()进行。
- A、以前
- B、以后
- C、同时
- D、前或后
正确答案:B -
第16题:
轴类零件孔加工应安排在调质()进行。
- A、以前
- B、以后
- C、同时
- D、前或后
正确答案:B -
第17题:
为了了解零件加工的全过程及正确、合理地确定零件的(),数控加工前先要根据零件图样及技术要求对零件进行加工工艺分析。
- A、加工工艺
- B、加工程序
- C、加工方法
- D、工艺程序
正确答案:B -
第18题:
在铸铁焊接工艺中,用“加热减应”的方法,要选择适当的“减应区”,它应选在零件的棱角、边缘和加强筋等强度较高的部位。
正确答案:正确 -
第19题:
轴类零件孔加工应按排在调制()进行。
- A、以前
- B、以后
- C、同时
- D、前或后
正确答案:B -
第20题:
模具零件的加工中应严格区分粗精加工艺。一般地,粗、精工艺的划分由热处理工艺来决定,在最终热处理后的加工多为精加工。余量要尽量安排在粗加工阶段完成,以减少刀具的损耗。
正确答案:正确 -
第21题:
零件修复工艺中的刷镀修复工艺,适用于修复()。
- A、局部零件磨损
- B、大面积零件磨损
- C、大批量零件
- D、非金属零件
正确答案:A -
第22题:
判断题制定零件的机械加工工艺规程,首先要对零件进行工艺分析。A对
B错
正确答案: 错解析: 暂无解析 -
第23题:
单选题在制造45钢轴类零件的工艺路线中,调质处理应安排在()。A机加工前
B粗精加工之间
C精加工后
D难以确定
正确答案: D解析: 暂无解析