
某小型货车生产厂危险有害因素辨识某企业为小型货车生产厂,地处我国华北地区,年产小型货车5万辆,现有职工1100余人。厂区主要建筑物有冲压车间、装焊车间、涂装车间、扳金车间、装配车间、外协配套库、半成品库和办公楼。冲压车间设有3条冲压生产线。库房和车间使用6台5t单梁桥式起重机吊装原材料,装配生产线上设置多台地面操作式单梁电动葫芦和多台小吨位的平衡式起重机,在汽车板材冲压生产线上设置4台大吨位桥式起重机。车身涂装工艺采用三涂层三烘干的涂装工艺,涂装运输采用自动化运输方式。漆前表面处理和电泳采用悬挂运输方式,
题目
某小型货车生产厂危险有害因素辨识 某企业为小型货车生产厂,地处我国华北地区,年产小型货车5万辆,现有职工1100余人。 厂区主要建筑物有冲压车间、装焊车间、涂装车间、扳金车间、装配车间、外协配套库、半成品库和办公楼。 冲压车间设有3条冲压生产线。库房和车间使用6台5t单梁桥式起重机吊装原材料,装配生产线上设置多台地面操作式单梁电动葫芦和多台小吨位的平衡式起重机,在汽车板材冲压生产线上设置4台大吨位桥式起重机。 车身涂装工艺采用三涂层三烘干的涂装工艺,涂装运输采用自动化运输方式。漆前表面处理和电泳采用悬挂运输方式,中层涂层和面漆涂装线采用地面运输方式。生产线设中央控制室监控设备运行状况。喷漆室采用上送风、下排风的通风方式,喷漆室外附设有调漆室。 整车总装配采用强制流水装配线。 车身装焊线旱季选用悬挂点焊机、固定焊机、二氧化碳气体保护焊焊机等。车身装焊工艺主要设备包括各类焊机、夹具、检具、车身总成调整线和输送设备。 车架装焊采用胎具集中装配原则,组合件和小型部件预先装焊好与其他零件一起进入总装胎具焊接线。焊接方法采用二氧化碳气体保护焊。装焊设备主要包括焊机、总成焊接胎具、部件焊接胎具、小件焊接胎具以及输送系统设备等。 装焊车间通风系统良好。 该企业采用无轨运输,全厂原材料、配套件、成品和燃料等的运输采用汽车运输,厂内半成品运输以叉车为主。全厂现有小客车8辆,货车16辆,叉车15辆。厂区道路采用环形布局,主干道宽度8m、转弯半径大于9m。次干道宽度5m、转弯半径大于6m。厂区内主要道路两侧进行了绿化,种植有草坪、灌木、松树和杨树。 该企业主要公用和辅助设施有变配电站、锅炉房和空压站。变配电站电压等级为35kV,内设5台变压器,总安装容量为3900kVA。厂区高、低压供电系统均采用电缆放射式直埋或电缆沟敷设,厂区道路设路灯照明。锅炉房内设3台4t/h燃煤锅炉,为厂区生产和生活提供蒸汽。空压站安装有4台供气量为20m3/min的空气压缩机,为全厂生产提供压缩空气。 某日,冲压车间进行起重机吊装板材作业,工人甲、乙挂上吊钩后,示意天车司机开始起吊。随着板材徐徐升起,工人甲发现板材倾斜,与工人乙商议是否需要停车调整,工人乙说:“不必停车,我扶着就行。”作业场所地面物品摆放杂乱,工人乙手扶板材侧身而行,被脚下物品绊倒,板材随之倾斜、脱钩砸在工人乙身上.造成工人乙死亡。 按照《企业职工伤亡事故分类标准》(GB6441——1986),辨识出该企业生产过程中引发事故的主要危险因素,并指出所辨识的危险因素存在于哪些设备、设施或场所。
相似考题
参考答案和解析
(2)化学性爆炸、物理性爆炸:喷漆室,调漆室,蒸汽锅炉,空气压缩机。
(3)起重伤害:在起重作业区内的桥式起重机,单梁电动葫芦,小吨位的平衡式起重机。
(4)机械伤害:冲压设备,总装生产线和焊接生产线等使用的机械设备和手持工具处。
(5)触电:变配电站,机电设备,手持电动工具。
(6)车辆伤害:主干道路,次干道路,车辆,半成品库,叉车。
更多“某小型货车生产厂危险有害因素辨识 某企业为小型货车生产厂,地处我国华北地区,年产小型货车5万辆,现有职工1100余人。 厂区主要建筑物有冲压车间、装焊车间、涂装车间、扳金车间、装配车间、外协配套库、半成品库和办公楼。 冲压车间设有3条冲压生产线。库房和车间使用6台5t单梁桥式起重机吊装原材料,装配生产线上设置多台地面操作式单梁电动葫芦和多台小吨位的平衡式起重机,在汽车板材冲压生产线上设置4台大吨位桥式起重机。 车身涂装工艺采用三涂层三烘干的涂装工艺,涂装运输采用自动化运输方式。漆前表面处理和电泳采”相关问题
-
第1题:
B汽车制造厂对载货汽车生产线进行技术改造,改造内容为:冲压车间新增冲压设备5台(套);焊装车间新增车身焊接生产线1条、车架焊接生产线 1条:涂装车间改造车身涂装生产线、车架涂装生产线;新建污水处理站1座:新增总装配线1条。
技术改造过程中使用的原辅材料主要包括:钢材、煤炭、油料、碳酸钠脱脂剂、磷化剂、钛盐钝化剂、PVC聚氯乙烯底漆胶、丙烯酸树脂汽车漆、电泳漆(溶剂主要为丁醇、丁醚等,用于底漆)、苯乙烯腻子等。
车身焊接包括自动化焊接和手工电弧焊。手工电弧焊采用碱性焊条,焊条中含锰、碳、铬等成分。
车身涂装生产包括:车身涂装、底漆、面漆等工艺。车身涂装工艺采用三涂层三烘干涂装工艺,底漆采用高泳透力、高耐蚀阴极电泳工艺,面涂采用湿碰湿两遍涂装工艺。涂装传输过程全部实现自动化,漆前表面处理、电泳采用悬挂运输方式,中间涂层和面漆涂装线采用地面传输方式。前处理设备采用密封型结构以防止灰尘侵入。烘干室采用热风循环对流烘干方式。生产线设中央控制室监控设备运行状况。
车身涂装工艺生产过程包括:漆前处理(脱脂、磷化、钝化、去离子水洗、除锈)、阴极电泳涂底漆、电泳底漆烘干、打磨、PVC底涂、PVC烘干、喷中涂漆、中涂烘干、喷涂面漆、面漆烘干、检查、修饰等。
前处理所用的原料为:含有表面活性剂碳酸钠的脱脂剂,含有磷酸、磷酸二氧锌、磷酸二氧镍的磷化剂,含有钛盐的钝化剂,含有丁醇、丁醚的电泳漆溶剂.PVC聚氯乙烯底漆胶,丙烯酸树脂、氨基树脂、二甲苯、丁醇的车身漆,苯乙烯的打磨腻子等。
根据以上场景,回答下列问题(1~3题为单选题,4~5题为多选题):
在涂装车间或其入口的显著位置应设置的安全标志包括( )。A.当心中毒标志
B.当心弧光标志
C.禁止吸烟标志
D.禁止靠近标志
E.禁止烟火标志答案:A,C,E解析:涂装车间存在的风险为中毒、火灾、爆炸,应设置“当心中毒”“禁止吸烟”“禁止烟火”等标志。 -
第2题:
D汽车制造厂对载货汽车生产线进行技术改造。改造内容为:冲压车间新增冲压设备5台(套);焊装车间新增车身焊接生产线1条、车架焊接生产线1条;涂装车间改造车身涂装生产线、车架涂装生产线;新建污水处理站1座;新增总装配线1条。
技术改造过程中使用的原辅材料主要包括:钢材、煤炭、油料、碳酸钠脱脂剂、磷化剂、钛盐钝化剂、PVC聚氯乙烯底漆胶、丙烯酸树脂汽车漆、电泳漆(溶剂主要为丁醇、丁醚等,用于底漆)、苯乙烯腻子等。
车身焊接包括自动化焊接和手工电弧焊。手工电弧焊采用碱性焊条,焊条中含锰、 碳、铬等成分。
车身涂装生产包括:车身涂装、底漆、面漆等工艺。车身涂装工艺采用三涂层三烘干涂装工艺,底漆采用高泳透力、高耐蚀阴极电泳工艺,面涂釆用湿碰湿两遍涂装工艺。涂装传输过程全部实现自动化,漆前表面处理、电泳采用悬挂运输方式,中间涂层和面漆涂装线采用地面传输方式。前处理设备采用密封型结构以防止灰尘侵入。烘干室采用热风循环对流烘干方式。生产线设中央控制室监控设备运行状况。
车身涂装工艺生产过程包括:漆前处理(脱脂、磷化、钝化、去离子水洗、除锈)、 阴极电泳涂底漆、电泳底漆烘干、打磨、PVC底涂、PVC烘干、喷中涂漆、中涂烘干、喷涂面漆、面漆烘干、检查、修饰等。
前处理所用的原料为:含有表面活性剂碳酸钠的脱脂剂,含有磷酸、磷酸二氧锌、磷酸二氧镍的磷化剂,含有钛盐的钝化剂,含有丁醇、丁醚的电泳漆溶剂,PVC聚氯乙烯底漆胶,含有丙烯酸树脂、氨基树脂、二甲苯、丁醇的车身漆,含有苯乙烯的打磨腻子等。
根据以上场景,回答下列问题
根据《工业企业设计卫生标准》(GBZ 1—2010),涂装车间属于微小气候。针对微小气候,下列说法中正确的有( )。A.涂装车间应保持稳定的温度,确保风流的内部循环
B.涂装车间的新鲜风流应来自室外
C.涂装车间应保持人均风量大于4m3/h
D.涂装车间设计的夏季温度应为22℃-30℃
E.涂装工艺应全部实现自动化答案:B解析:《工业企业设计卫生标准》(GBZ 1—2010)规定如下:
-
第3题:
D汽车制造厂对载货汽车生产线进行技术改造。改造内容为:冲压车间新增冲压设备5台(套);焊装车间新增车身焊接生产线1条、车架焊接生产线1条;涂装车间改造车身涂装生产线、车架涂装生产线;新建污水处理站1座;新增总装配线1条。
技术改造过程中使用的原辅材料主要包括:钢材、煤炭、油料、碳酸钠脱脂剂、磷化剂、钛盐钝化剂、PVC聚氯乙烯底漆胶、丙烯酸树脂汽车漆、电泳漆(溶剂主要为丁醇、丁醚等,用于底漆)、苯乙烯腻子等。
车身焊接包括自动化焊接和手工电弧焊。手工电弧焊采用碱性焊条,焊条中含锰、碳、铬等成分。
车身涂装生产包括:车身涂装、底漆、面漆等工艺。车身涂装工艺采用三涂层三烘干涂装工艺,底漆采用高泳透力、高耐蚀阴极电泳工艺,面涂采用湿碰湿两遍涂装工艺。涂装传输过程全部实现自动化,漆前表面处理、电泳采用悬挂运输方式,中间涂层和面漆涂装线采用地面传输方式。前处理设备采用密封型结构,以防止灰尘侵入。烘干室采用热风循环对流烘干方式。生产线设中央控制室监控设备运行状况。
车身涂装工艺生产过程包括:漆前处理(脱脂、磷化、钝化、去离子水洗、除锈)、阴极电泳涂底漆、电泳底漆烘干、打磨、PVC底涂、PVC烘干、喷中涂漆、中涂烘干、喷涂面漆、面漆烘干、检查、修饰等。
前处理所用的原料为:含有表面活性剂碳酸钠的脱脂剂,含有磷酸、磷酸二氧锌、磷酸二氧镍的磷化剂,含有钛盐的钝化剂,含有丁醇、丁醚的电泳漆溶剂,PVC聚氯乙烯底漆胶,含有丙烯酸树脂、氨基树脂、二甲苯、丁醇的车身漆,含有苯乙烯的打磨腻子等。
根据《生产过程危险和有害因素分类与代码》(GB/T13861),涂装生产工艺过程中的主要危险和有害因素包括( )。
A.高温物质
B.噪声
C.有毒液体
D.低温物质
E.气溶胶答案:A,B,C,E解析:在涂装作业过程中,属高温作业的工作,可能存在高温、辐射热,如涂层的烘干、固化作业等。 涂装作业过程中会产生的机械性、电磁性、流体动力性等影响操作人员身心健康的声频。涂装作业场所的有毒液体、气体主要指苯、甲苯、二甲苯及其衍生物和异构体等。气溶胶通过呼吸道、消化道及皮肤侵入人体,可刺激黏膜(上呼吸道),引起过敏反应或皮炎,造成急、慢性中毒或可能致癌、致畸、致突变等。 -
第4题:
D汽车制造厂对载货汽车生产线进行技术改造。改造内容为:冲压车间新增冲压设备5台;焊装车间新增车身焊接生产线1条,车架焊接生产线1条;涂装车间改造车身涂装生产线,车架涂装生产线;新建污水处理站1座;新增总装配线1条。
技术改造过程中使用的原辅材料主要包括:钢材、煤炭、油料、碳酸钠脱脂剂、磷化剂、钛盐钝化剂、PVC聚氯乙烯漆胶、丙烯酸树脂汽车漆、电泳漆(容积主要为丁醇、丁醚等,用于底漆)、苯乙烯腻子等。
车身焊接包括自动化焊接和手工电弧焊,手工电弧焊采用碱性焊条,焊条中含锰碳、铬等成分。
车身涂装生产包括:车身涂装、底漆、面漆等工艺。
车身涂装工艺采用三涂层三烘干涂装工艺,底漆采用高泳透力、高耐腐蚀阴极电泳工艺,面涂采用湿碰湿两遍涂装工艺,涂装传输过程全部实现自动化,漆前表面处理、电泳采用悬挂运输方式,中间涂层和面漆涂装线采用地面传输方式。前处理设备采用密封型结构以防止灰尘侵入。烘干室采用热风循环对流烘干方式。生产线设中央控制室监控设备运行状况。
车身涂装工艺生产过程包括:含有表面活性剂碳酸钠的脱脂剂,含有磷酸、磷酸二氧锌、磷酸二氧镍的磷化剂,含有钛盐的钝化剂,含有丁醇、丁醚的电泳漆溶剂,PVC聚氯乙烯底漆胶,含有丙烯酸树脂、氨基树脂、二甲苯、丁醇的车身漆,含有苯乙烯的打磨腻子等。
根据以上场景。回答下列问题
根据《工业企业设计卫生标准》,涂装车间属于微小气候。针对微小气候,下列说法正确的有()。A.涂装车间应保持稳定的温度,确保风流的内部循环
B.涂装车间的新鲜风流应来自室外
C.涂装车间应保持人均风量大于4 m3/h
D.涂装车间设计的夏季温度应为22~30℃
E.涂装工艺应全部实现自动化答案:B解析: -
第5题:
D汽车制造厂对载货汽车生产线进行技术改造。改造内容为:冲压车间新增冲压设备5台;焊装车间新增车身焊接生产线1条,车架焊接生产线1条;涂装车间改造车身涂装生产线,车架涂装生产线;新建污水处理站1座;新增总装配线1条。
技术改造过程中使用的原辅材料主要包括:钢材、煤炭、油料、碳酸钠脱脂剂、磷化剂、钛盐钝化剂、PVC聚氯乙烯漆胶、丙烯酸树脂汽车漆、电泳漆(容积主要为丁醇、丁醚等,用于底漆)、苯乙烯腻子等。
车身焊接包括自动化焊接和手工电弧焊,手工电弧焊采用碱性焊条,焊条中含锰碳、铬等成分。
车身涂装生产包括:车身涂装、底漆、面漆等工艺。
车身涂装工艺采用三涂层三烘干涂装工艺,底漆采用高泳透力、高耐腐蚀阴极电泳工艺,面涂采用湿碰湿两遍涂装工艺,涂装传输过程全部实现自动化,漆前表面处理、电泳采用悬挂运输方式,中间涂层和面漆涂装线采用地面传输方式。前处理设备采用密封型结构以防止灰尘侵入。烘干室采用热风循环对流烘干方式。生产线设中央控制室监控设备运行状况。
车身涂装工艺生产过程包括:含有表面活性剂碳酸钠的脱脂剂,含有磷酸、磷酸二氧锌、磷酸二氧镍的磷化剂,含有钛盐的钝化剂,含有丁醇、丁醚的电泳漆溶剂,PVC聚氯乙烯底漆胶,含有丙烯酸树脂、氨基树脂、二甲苯、丁醇的车身漆,含有苯乙烯的打磨腻子等。
根据以上场景。回答下列问题
在涂装车间或其入口的显著位置应设置的安全标志包括()。A.当心中毒标志
B.当心弧光标志
C.禁止吸烟标志
D.禁止靠近标志
E.禁止烟火标志答案:A,C,E解析: -
第6题:
D汽车制造厂对载货汽车生产线进行技术改造。改造内容为:冲压车间新增冲压设备5台(套);焊装车间新增车身焊接生产线1条、车架焊接生产线1条;涂装车间改造车身涂装生产线、车架涂装生产线;新建污水处理站1座;新增总装配线1条。
技术改造过程中使用的原辅材料主要包括:钢材、煤炭、油料、碳酸钠脱脂剂、磷化剂、钛盐钝化剂、PVC聚氯乙烯底漆胶、丙烯酸树脂汽车漆、电泳漆(溶剂主要为丁醇、丁醚等,用于底漆)、苯乙烯腻子等。
车身焊接包括自动化焊接和手工电弧焊。手工电弧焊采用碱性焊条,焊条中含锰、碳、铬等成分。
车身涂装生产包括:车身涂装、底漆、面漆等工艺。车身涂装工艺采用三涂层三烘干涂装工艺,底漆采用高泳透力、高耐蚀阴极电泳工艺,面涂采用湿碰湿两遍涂装工艺。涂装传输过程全部实现自动化,漆前表面处理、电泳采用悬挂运输方式,中间涂层和面漆涂装线采用地面传输方式。前处理设备采用密封型结构以防止灰尘侵入。烘干室采用热风循环对流烘干方式。生产线设中央控制室监控设备运行状况。
车身涂装工艺生产过程包括:漆前处理(脱脂、磷化、钝化、去离子水洗、除锈)、阴极电泳涂底漆、电泳底漆烘干、打磨、PVC底涂、PVC烘干、喷中涂漆、中涂烘干、喷涂面漆、面漆烘干、检查、修饰等。
前处理所用的原料为:含有表面活性剂碳酸的脱脂剂,含有磷酸、磷酸二氧锌、磷酸二氧镍的磷化剂,含有钛盐的钝化剂,含有丁醇、丁醚的电泳漆溶剂,PVC聚氯乙烯底漆胶,含有丙烯酸树脂、氨基树脂、二甲苯、丁醇的车身漆,含有苯乙烯的打磨腻子等。
车间涂装工艺中产生的有爆炸危险性的粉尘有( )A.PVC聚氯乙烯粉尘
B.碳酸钠粉尘
C.打磨产生的石英砂粉尘
D.丙烯酸树脂粉尘
E.苯乙烯粉尘答案:A,D,E解析: -
第7题:
共用题干
D汽车制造厂对载货汽车生产线进行技术改造,改造内容为:冲压车间新增冲压设备5台(套);焊装车间新增车身焊接生产线1条、车架焊接生产线1条;涂装车间改造车身涂装生产线、车架涂装生产线;新建污水处理站1座;新增总装配线1条。
技术改造过程中使用的原辅材料主要包括:钢材、煤炭、油料、碳酸钠脱脂剂、磷化剂、钛盐钝化剂、PVC聚氯乙烯底漆胶、丙烯酸树脂汽车漆、电泳漆(溶剂主要为丁醇、丁醚等,用于底漆)、苯乙烯腻子等。
车身焊接包括自动化焊接和手工电弧焊。手工电弧焊采用碱性焊条,焊条中含锰、碳、铬等成分。
车身涂装生产包括:车身涂装、底漆、面漆等工艺。车身涂装工艺采用三涂层三烘干涂装工艺,底漆采用高泳透力、高耐蚀阴极电泳工艺,面涂采用湿碰湿两遍涂装工艺。涂装传输过程全部实现自动化,漆前表面处理、电泳采用悬挂运输方式,中间涂层和面漆涂装线采用地面传输方式。前处理设备采用密封型结构以防止灰尘侵入。烘干室采用热风循环对流烘干方式。生产线设中央控制室监控设备运行状况。
车身涂装工艺生产过程包括:漆前处理(脱脂、磷化、钝化、去离子水洗、除锈)、阴极电泳涂底漆、电泳底漆烘干、打磨、PVC底涂、PVC烘干、喷中涂漆、中涂烘干、喷涂面漆、面漆烘干、检查、修饰等。
前处理所用的原料为:含有表面活性剂碳酸钠的脱脂剂,含有磷酸、磷酸二氧锌、磷酸二氧镍的磷化剂,含有钛盐的钝化剂,含有丁醇、丁醚的电泳漆溶剂,PVC聚氯乙烯底漆胶,含有丙烯酸树脂、氨基树脂、二甲苯、丁醇的车身漆,含有苯乙烯的打磨腻子等。
根据以上场景,回答下列问题(共1 6分,每题2分,1~3题为单选题,4~8题为多选题):在涂装车间或其人口的显著位置应设置的安全标志包括 ( )
A:当心中毒标志
B:当心弧光标志
C:禁止吸烟标志
D:禁止靠近标志
E:禁止烟火标志答案:A,C,E解析:由案例中材料可知,D汽车制造厂冲压车间会产生大量的噪音,所以该车间从业人员易患噪声性耳聋。
《职业病防治法》第十八条规定,建设项目在竣工验收前,建设单位应当进行职业病危害控制效果评价。建设项目竣工验收时,其职业病防护设施经安全生产监督管理部门验收合格后,方可投入正式生产和使用。故D汽车制造厂应向安全生产监督管理部门提交职业病危害控制评价效果报告。
温度和风速并不是准确的对应关系,故A项错误。《工业企业设计卫生标准》( GBZ 1-2010)第6.1.5条规定,当数种溶剂(苯及其同系物、醇类或醋酸酯类)蒸气或数种刺激性气体同时放散于空气中时,应按各种气体分别稀释至规定的接触限值所需要的空气量的总和计算全面通风换气量。除上述有害气体及蒸气外,其他有害物质同时放散于空气中时,通风量仅按需要空气量最大的有害物质计算。由此可知人均通风量并不是固定数值,故C项错误。在该标准中,有关车间内工作地点的夏季空气温度规定条文已被删除,故D项错误。由材料中“前处理设备采用密封型结构以防止灰尘侵入。烘干室采用热风循环对流烘干方式。生产线设中央控制室监控设备运行状况。”可知,涂装车间并非自然通风,而属于机械通风,故B项正确。
《生产过程危险和有害因素分类与代码》( GB/T 13861-2009)中规定了生产过程危险和有害因素分类与代码,具体参见该规范表1。本案例涉及的危险和有害因素主要是指表1中的“物的因素”,其主要分为:(1)物理性危险和有害因素。包括设备、设施、工具、附件缺陷;防护缺陷;电伤害;噪声;振动危害;电离辐射;非电离辐射;运动物伤害;明火;高温物质;低温物质;信号缺陷;标志缺陷;有害光照;其他物理性危险和有害因素。(2)化学性危险和有害因素。(3)生物性危险和有害因素。结合材料分析可知,A、B、C、E项均属于涂装生产工艺过程中的危险和有害因素。
碳酸钠的主要特征是易溶于水,长期暴露在空气中能吸收空气中的水分及CO2而生成NaHCO3,并结成硬块。石英砂粉尘的主要危害是导致硅肺病这类职业病的发生。二者均不具有爆炸危险性,故B、C项错误。
当心弧光标志应放置在焊接车间,故B项错误。涂装车间是可以进入的,故放置禁止靠近标志肯定是不合适的,故D项错误。涂装工艺使用的化学品具有毒性及可燃性,所以A、C、E项正确。
由于涂装生产工艺过程中的主要危险和有害因素包括高温物质、噪声、易燃液体和气溶胶等,故涂装车间应根据上述因素采取适当的职业卫生防治措施,D、E项属于该汽车制造厂的安全防治措施,范围较广,无针对性。
《特种劳动防护用品目录》规定特种劳动防护用品的种类,具体包括:(1)头部护具类如安全帽。(2)呼吸护具类。防尘口罩、过滤式防毒面具、自给式空气呼吸器、长管面具。(3)眼(面)护具类。焊接护目镜和面罩、防冲击眼护具。(4)防护服类。阻燃防护服、防酸工作服、防静电工作服。(5)防护鞋类。保护足趾安全鞋、防静电鞋和导电鞋、防刺穿鞋、胶面防砸安全靴、电绝缘鞋、耐酸碱皮鞋、耐酸碱胶靴、耐酸碱塑料模压靴。(6)防坠落护具类。安全带、安全网、密目式安全立网。结合材料可知A、E项都不属于特种劳动防护用品。D项虽属于特种劳动防护用品,但从事车身焊接作业的电焊工无需配备。 -
第8题:
B汽车制造厂对载货汽车生产线进行技术改造,改造内容为:冲压车间新增冲压设备5台(套);焊装车间新增车身焊接生产线1条、车架焊接生产线 1条:涂装车间改造车身涂装生产线、车架涂装生产线;新建污水处理站1座:新增总装配线1条。
技术改造过程中使用的原辅材料主要包括:钢材、煤炭、油料、碳酸钠脱脂剂、磷化剂、钛盐钝化剂、PVC聚氯乙烯底漆胶、丙烯酸树脂汽车漆、电泳漆(溶剂主要为丁醇、丁醚等,用于底漆)、苯乙烯腻子等。
车身焊接包括自动化焊接和手工电弧焊。手工电弧焊采用碱性焊条,焊条中含锰、碳、铬等成分。
车身涂装生产包括:车身涂装、底漆、面漆等工艺。车身涂装工艺采用三涂层三烘干涂装工艺,底漆采用高泳透力、高耐蚀阴极电泳工艺,面涂采用湿碰湿两遍涂装工艺。涂装传输过程全部实现自动化,漆前表面处理、电泳采用悬挂运输方式,中间涂层和面漆涂装线采用地面传输方式。前处理设备采用密封型结构以防止灰尘侵入。烘干室采用热风循环对流烘干方式。生产线设中央控制室监控设备运行状况。
车身涂装工艺生产过程包括:漆前处理(脱脂、磷化、钝化、去离子水洗、除锈)、阴极电泳涂底漆、电泳底漆烘干、打磨、PVC底涂、PVC烘干、喷中涂漆、中涂烘干、喷涂面漆、面漆烘干、检查、修饰等。
前处理所用的原料为:含有表面活性剂碳酸钠的脱脂剂,含有磷酸、磷酸二氧锌、磷酸二氧镍的磷化剂,含有钛盐的钝化剂,含有丁醇、丁醚的电泳漆溶剂.PVC聚氯乙烯底漆胶,丙烯酸树脂、氨基树脂、二甲苯、丁醇的车身漆,苯乙烯的打磨腻子等。
根据以上场景,回答下列问题(1~3题为单选题,4~5题为多选题):
根据《工业企业设计卫生标准》(GBZ 1),涂装车间具有其特定的微小气候,针对微小气候,下列说法正确的有( )。A.涂装车间应保持稳定的温度,确保风速的内部需求
B.涂装车间的风来自机械通风
C.涂装车间应保障人均通风量大于4 m3/h
D.涂装车间设计的夏季温度应为22~30 ℃
E.涂装工艺应全部实现自动化答案:B解析:工作场所的新风应来自室外,新风口应设置在空气清洁区,新风量应满足下列要求:非空调工作场所人均占用容积>20m3时,应保证人均新风量≥120m3/h。 采用空气调节的车间,应保证人均新风量I>30m3/h。
洁净室的人均新风量应≥40m3/h。
封闭式车间人均新风量宜设计为30~50m3/h。微小气候的设计宜符合下表的要求。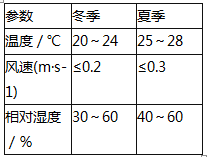
注:过渡季节微小气候计算参数取冬李、复李差值。 -
第9题:
D汽车制造厂对载货汽车生产线进行技术改造。改造内容为:冲压车间新增冲压设备5台(套);焊装车间新增车身焊接生产线1条、车架焊接生产线1条;涂装车间改造车身涂装生产线、车架涂装生产线;新建污水处理站1座;新增总装配线1条。
技术改造过程中使用的原辅材料主要包括:钢材、煤炭、油料、碳酸钠脱脂剂、磷化剂、钛盐钝化剂、PVC聚氯乙烯底漆胶、丙烯酸树脂汽车漆、电泳漆(溶剂主要为丁醇、丁醚等,用于底漆)、苯乙烯腻子等。
车身焊接包括自动化焊接和手工电弧焊。手工电弧焊采用碱性焊条,焊条中含锰、碳、铬等成分。
车身涂装生产包括:车身涂装、底漆、面漆等工艺。车身涂装工艺采用三涂层三烘干涂装工艺,底漆采用高泳透力、高耐蚀阴极电泳工艺,面涂采用湿碰湿两遍涂装工艺。涂装传输过程全部实现自动化,漆前表面处理、电泳采用悬挂运输方式,中间涂层和面漆涂装线采用地面传输方式。前处理设备采用密封型结构以防止灰尘侵入。烘干室采用热风循环对流烘干方式。生产线设中央控制室监控设备运行状况。
车身涂装工艺生产过程包括:漆前处理(脱脂、磷化、钝化、去离子水洗、除锈)、阴极电泳涂底漆、电泳底漆烘干、打磨、PVC底涂、PVC烘干、喷中涂漆、中涂烘干、喷涂面漆、面漆烘干、检查、修饰等。
前处理所用的原料为:含有表面活性剂碳酸的脱脂剂,含有磷酸、磷酸二氧锌、磷酸二氧镍的磷化剂,含有钛盐的钝化剂,含有丁醇、丁醚的电泳漆溶剂,PVC聚氯乙烯底漆胶,含有丙烯酸树脂、氨基树脂、二甲苯、丁醇的车身漆,含有苯乙烯的打磨腻子等。
根据《生产过程危险和有害因素分类与代码》(GB/T13861—2009),涂装生产工艺工程中主要危险和有害因素包括( )。A.高温物质
B.噪声
C.有毒液体
D.低温物质
E.气溶胶答案:A,B,C,E解析: -
第10题:
B汽车制造厂对载货汽车生产线进行技术改造,改造内容为:冲压车间新增冲压设备5台(套);焊装车间新增车身焊接生产线1条、车架焊接生产线1条;涂装车间改造车身涂装生产线、车架涂装生产线;新建污水处理站1座;新增总装配线1条。
技术改造过程中使用的原辅材料主要包括:钢材、煤炭、油料、碳酸钠脱脂剂、磷化剂、钦盐钝化剂、PVC聚氯乙烯底漆胶、丙烯酸树脂汽车漆、电泳漆(溶剂主要为丁醇、丁醚等,用于底漆)、苯乙烯腻子等。
车身焊接包括自动化焊接和手工电弧焊。手工电弧焊采用碱性焊条,焊条中含锰、碳、铬等成分。
车身涂装生产包括:车身涂装、底漆、面漆等工艺。车身涂装工艺采用三涂层三烘干涂装工艺,底漆采用高泳透力、高耐蚀阴极电泳工艺,面涂采用湿碰湿两遍涂装工艺。涂装传输过程全部实现自动化,漆前表面处理、电泳采用悬挂运输方式,中间涂层和面漆涂装线采用地面传输方式。前处理设备采用密封型结构以防止灰尘侵人。烘干室采用热风循环对流烘干方式。生产线设中央控制室监控设备运行状况。
车身涂装工艺生产过程包括:漆前处理(脱脂、磷化、钝化、去离子水洗、除锈)、阴极电泳涂底漆、电泳底漆烘干、打磨、PVC底涂、PVC烘干、喷中涂漆、中涂烘干、喷涂面漆、面漆烘干、检查、修饰等。
前处理所用的原料为:含有表面活性剂碳酸钠的脱脂剂,含有磷酸、磷酸二氧锌、磷酸二氧镍的磷化剂,含有钦盐的钝化剂,含有丁醇、丁醚的电泳漆溶剂,Pvc聚氯乙烯底漆胶,丙烯酸树脂、氨基树脂、二甲苯、丁醇的车身漆,苯乙烯的打磨腻子等。
根据《工业企业设计卫生标准》(GBzl),涂装车间具有其特定的微小气候,针对微小气候,下列说法正确的有( )。A.涂装车间应保持稳定的温度,确保风速的内部需求
B.涂装车间的风来自机械通风
C.涂装车间应保障人均通风量大于4m3/h
D.涂装车间设计的夏季温度应为22~30℃
E.涂装工艺应全部实现自动化答案:B解析:工作场所的新风应来自室外,新风口应设置在空气清洁区,新风量应满足下列要求:非空调工作场所人均占用容积>20m3时,应保证人均新风量〕≥20m3/h。采用空气调节的车间,应保证人均新风量〕≥30m3/h。洁净室的人均新风量应)≥40m3/h。封闭式车间人均新风量宜设计为30~50m3/h。微小气候的设计宜符合下表的要求。 -
第11题:
问答题某企业为小型货车生产厂,地处我国华北地区,年产小型货车5万辆,现有职工1100余人。厂区主要建筑物有冲压车间、装焊车间、涂装车间、钣金车间、装配车间、外协配套库、半成品库和办公楼。 冲压车间设有三条冲压生产线。库房和车间使用6台5t单梁桥式起重机吊装原材料,装配生产线上设置多台地面操作式单梁电动葫芦和多台小吨位的平衡式起重机,在汽车板材冲压生产线上设置4台大吨位桥式起重机。 车身涂装工艺采用三涂层三烘干的涂装工艺,涂装运输采用自动化运输方式。喷漆前表面处理和电泳采用悬挂运输方式,中层涂层和面漆涂装线采用地面运输方式。生产线设中央控制室监控设备运行状况。喷漆室采用 上送风、下排风的通风方式。喷漆室外附设有调漆室。 整车总装配采用强制流水装配线。 车身装焊线焊机选用悬挂电焊机、固定焊机、二氧化碳气体保护焊机等,车身装焊工艺主要设备包括各类焊机、夹具、检具、车身总成调整线和输送设备。 车架装焊采用胎具集中装配原则,组合件和小型部件预先装焊好与其他零件一起进入总装胎具焊接线。焊接方法采用二氧化碳气体保护焊。装焊设备主要包括焊机、总成焊接胎具、部件焊接胎具、小件焊接胎具以及输送系统设备等。 装焊车间通风系统良好。 该企业采用无轨运输,全厂原材料、配套件、成品和燃料等的运输采用汽车运输,厂内半成品运输以叉车为主。全厂现有小客车8辆,货车16辆,叉车15辆。厂区道路采用环形布局,主干道宽度8m、转弯半径大于9m,次干道宽度5m、转弯半径大于6m,厂区内主要道路两侧进行了绿化,种植有草坪、灌木、松树和杨树。 该企业主要公用和辅助设施有变配电站、锅炉房和空压站。变配电站电压等级为35kV,内设5台变压器,总安装容量为3900kV·A,厂区高、低压供电系统均采用电缆放射式直埋或电缆沟敷设,厂区道路设路灯照明。锅炉房内设3台4t/h燃煤锅炉,为厂区生产和生活提供蒸汽。空压站安装有4台供气量为20m3/min的空气压缩机,为全厂生产提供压缩空气。 某日,冲压车间进行起重机吊装板材作业,A.甲、乙挂上吊钩后,示意桥式起重机驾驶员开始起吊,工人甲、乙挂上吊钩后,事宜桥式起重机驾驶员开始起吊。随着板材徐徐升起,工人甲发现板材倾斜与工人乙商议是否需要停车调整。工人乙说:“不必停车,我扶着就行”。作业场所地面物品摆放杂乱,工人乙手扶板材侧身而行,被脚下物品绊倒,板材随之倾斜、脱钩砸在工人乙身上,造成工人乙死亡。 根据以上场景。回答下列问题 1.按照《企业职工伤亡事故分类》标准,辨识出该企业生产过程中引发事故的主要危险因素,并指出所辨识出的危险因素存在于哪些设施设备或场所。 2.说明该事故调查取证中应取得哪些主要资料和证据。正确答案:解析: -
第12题:
问答题某企业为小型货车生产厂,地处我国华北地区,年产小型货车5万辆,现有职工1100余人。 厂区主要建筑物有冲压车间、装焊车间、涂装车间、钣金车间、装配车间、外协配套库、半成品库和办公楼。 冲压车间设有三条冲压生产线。库房和车间使用6台5t单梁桥式起重机吊装原材料,装配 生产线上设置多台地面操作式单梁电动葫芦和多台小吨位的平衡式起重机,在汽车板材冲压生产线上设置4台大吨位桥式起重机。 车身涂装工艺采用三涂层三烘干的涂装工艺,涂装运输采用自动化运输方式。喷漆前表面处理和电泳采用悬挂运输方式,中层涂层和面漆涂装线采用地面运输方式。生产线设中央控制室监控设备运行状况。喷漆室采用上送风、下排风的通风方式。喷漆室外附设有调漆室。整车总装配采用强制流水装配线。 车身装焊线焊机选用悬挂电焊机、固定焊机、二氧化碳气体保护焊机等,车身装焊工艺主要 设备包括各类焊机、夹具、检具、车身总成调整线和输送设备。 车架装焊采用胎具集中装配原则,组合件和小型部件预先装焊好与其他零件一起进入总装 胎具焊接线。焊接方法采用二氧化碳气体保护焊。装焊设备主要包括焊机、总成焊接胎具、部件焊接胎具、小件焊接胎具以及输送系统设备等。 装焊车间通风系统良好。 该企业采用无轨运输,全厂原材料、配套件、成品和燃料等的运输采用汽车运输,厂内半成 品运输以叉车为主。全厂现有小客车8辆,货车l6辆,叉车l5辆。厂区道路采用环形布局,主干道宽度8m、转弯半径大于9m,次干道宽度5m、转弯半径大于6m,厂区内主要道路两侧进行了绿化,种植有草坪、灌木、松树和杨树。 该企业主要公用和辅助设施有变配电站、锅炉房和空压站。变配电站电压等级为35kV,内设5台变压器,总安装容量为3900kV·A,厂区高、低压供电系统均采用电缆放射式直埋或电缆沟敷设,厂区道路设路灯照明。锅炉房内设3台4t/h燃煤锅炉,为厂区生产和生活提供蒸汽。空压站安装有4台供气量为20m3/min的空气压缩机,为全厂生产提供压缩空气。 某日,冲压车间进行起重机吊装板材作业,工人甲、乙挂上吊钩后,示意桥式起重机驾驶员 开始起吊。随着板材徐徐升起,工人甲发现板材倾斜,与工人乙商议是否需要停车调整,工人乙说:“不必停车,我扶着就行”。作业场所地面物品摆放杂乱,工人乙手扶板材侧身而行,被脚下物品绊倒,板材随之倾斜、脱钩砸在工人乙身上,造成工人乙死亡。 根据以上场景,回答下列问题(共22分): 1.按照《企业职工伤亡事故分类》(GB 6441--1986),辨识些该企业生产过程中引发事故的 主要危险因素,并指出所辨识出的危险因素存在于哪些设施设备或场所。 2.说明该事故调查取证中应取得哪些主要资料和证据。正确答案:解析: -
第13题:
D汽车制造厂对载货汽车生产线进行技术改造。改造内容为:冲压车间新增冲压设备5台(套);焊装车间新增车身焊接生产线1条、车架焊接生产线1条;涂装车间改造车身涂装生产线、车架涂装生产线;新建污水处理站1座;新增总装配线1条。
技术改造过程中使用的原辅材料主要包括:钢材、煤炭、油料、碳酸钠脱脂剂、磷化剂、钛盐钝化剂、PVC聚氯乙烯底漆胶、丙烯酸树脂汽车漆、电泳漆(溶剂主要为丁醇、丁醚等,用于底漆)、苯乙烯腻子等。
车身焊接包括自动化焊接和手工电弧焊。手工电弧焊采用碱性焊条,焊条中含锰、碳、铬等成分。
车身涂装生产包括:车身涂装、底漆、面漆等工艺。车身涂装工艺采用三涂层三烘干涂装工艺,底漆采用高泳透力、高耐蚀阴极电泳工艺,面涂采用湿碰湿两遍涂装工艺。涂装传输过程全部实现自动化,漆前表面处理、电泳采用悬挂运输方式,中间涂层和面漆涂装线采用地面传输方式。前处理设备采用密封型结构,以防止灰尘侵入。烘干室采用热风循环对流烘干方式。生产线设中央控制室监控设备运行状况。
车身涂装工艺生产过程包括:漆前处理(脱脂、磷化、钝化、去离子水洗、除锈)、阴极电泳涂底漆、电泳底漆烘干、打磨、PVC底涂、PVC烘干、喷中涂漆、中涂烘干、喷涂面漆、面漆烘干、检查、修饰等。
前处理所用的原料为:含有表面活性剂碳酸钠的脱脂剂,含有磷酸、磷酸二氧锌、磷酸二氧镍的磷化剂,含有钛盐的钝化剂,含有丁醇、丁醚的电泳漆溶剂,PVC聚氯乙烯底漆胶,含有丙烯酸树脂、氨基树脂、二甲苯、丁醇的车身漆,含有苯乙烯的打磨腻子等。
在涂装车间或其入口处的显著位置应设置的安全标志包括( )。
A.当心中毒标志
B.当心弧光标志
C.禁止吸烟标志
D.禁止靠近标志
E.禁止明火标志答案:A,C,E解析:使用明火是涂装车间中国家禁止的作业,因此得设置禁止明火标志。涂装车间会产生有毒性的粉尘和毒性物质。应当设置当心中毒标志。涂装车间也会有易燃易爆物质,应当设置禁止吸烟标志。 -
第14题:
D汽车制造厂对载货汽车生产线进行技术改造。改造内容为:冲压车间新增冲压设备5台(套);焊装车间新增车身焊接生产线1条、车架焊接生产线1条;涂装车间改造车身涂装生产线、车架涂装生产线;新建污水处理站1座;新增总装配线1条。
技术改造过程中使用的原辅材料主要包括:钢材、煤炭、油料、碳酸钠脱脂剂、磷化剂、钛盐钝化剂、PVC聚氯乙烯底漆胶、丙烯酸树脂汽车漆、电泳漆(溶剂主要为丁醇、丁醚等,用于底漆)、苯乙烯腻子等。
车身焊接包括自动化焊接和手工电弧焊。手工电弧焊采用碱性焊条,焊条中含锰、 碳、铬等成分。
车身涂装生产包括:车身涂装、底漆、面漆等工艺。车身涂装工艺采用三涂层三烘干涂装工艺,底漆采用高泳透力、高耐蚀阴极电泳工艺,面涂釆用湿碰湿两遍涂装工艺。涂装传输过程全部实现自动化,漆前表面处理、电泳采用悬挂运输方式,中间涂层和面漆涂装线采用地面传输方式。前处理设备采用密封型结构以防止灰尘侵入。烘干室采用热风循环对流烘干方式。生产线设中央控制室监控设备运行状况。
车身涂装工艺生产过程包括:漆前处理(脱脂、磷化、钝化、去离子水洗、除锈)、 阴极电泳涂底漆、电泳底漆烘干、打磨、PVC底涂、PVC烘干、喷中涂漆、中涂烘干、喷涂面漆、面漆烘干、检查、修饰等。
前处理所用的原料为:含有表面活性剂碳酸钠的脱脂剂,含有磷酸、磷酸二氧锌、磷酸二氧镍的磷化剂,含有钛盐的钝化剂,含有丁醇、丁醚的电泳漆溶剂,PVC聚氯乙烯底漆胶,含有丙烯酸树脂、氨基树脂、二甲苯、丁醇的车身漆,含有苯乙烯的打磨腻子等。
根据以上场景,回答下列问题
根据《职业病分类和目录》(国卫疾控发[2013]48号),D汽车制造厂冲压车间从业人员易罹患的职业病为( )。A.石棉肺
B.噪声性耳聋
C.电焊工尘肺
D.中暑
E.电光性眼炎答案:B解析:冲压车间噪声较大,容易造成噪声性耳聋职业病,员工应佩戴防噪声耳罩。 -
第15题:
D汽车制造厂对载货汽车生产线进行技术改造。改造内容为:冲压车间新增冲压设备5台;焊装车间新增车身焊接生产线1条,车架焊接生产线1条;涂装车间改造车身涂装生产线,车架涂装生产线;新建污水处理站1座;新增总装配线1条。
技术改造过程中使用的原辅材料主要包括:钢材、煤炭、油料、碳酸钠脱脂剂、磷化剂、钛盐钝化剂、PVC聚氯乙烯漆胶、丙烯酸树脂汽车漆、电泳漆(容积主要为丁醇、丁醚等,用于底漆)、苯乙烯腻子等。
车身焊接包括自动化焊接和手工电弧焊,手工电弧焊采用碱性焊条,焊条中含锰碳、铬等成分。
车身涂装生产包括:车身涂装、底漆、面漆等工艺。
车身涂装工艺采用三涂层三烘干涂装工艺,底漆采用高泳透力、高耐腐蚀阴极电泳工艺,面涂采用湿碰湿两遍涂装工艺,涂装传输过程全部实现自动化,漆前表面处理、电泳采用悬挂运输方式,中间涂层和面漆涂装线采用地面传输方式。前处理设备采用密封型结构以防止灰尘侵入。烘干室采用热风循环对流烘干方式。生产线设中央控制室监控设备运行状况。
车身涂装工艺生产过程包括:含有表面活性剂碳酸钠的脱脂剂,含有磷酸、磷酸二氧锌、磷酸二氧镍的磷化剂,含有钛盐的钝化剂,含有丁醇、丁醚的电泳漆溶剂,PVC聚氯乙烯底漆胶,含有丙烯酸树脂、氨基树脂、二甲苯、丁醇的车身漆,含有苯乙烯的打磨腻子等。
根据以上场景。回答下列问题
涂装车间应采取的职业卫生防治措施包括()。A.定期对生产环境进行检测
B.定期对防尘防毒设备进行检修
C.正确使用和佩戴劳动防护用品
D.采用防爆电器
E.定期组织消防演练答案:A,B,C解析: -
第16题:
D汽车制造厂对载货汽车生产线进行技术改造。改造内容为:冲压车间新增冲压设备5台(套);焊装车间新增车身焊接生产线1条、车架焊接生产线1条;涂装车间改造车身涂装生产线、车架涂装生产线;新建污水处理站1座;新增总装配线1条。
技术改造过程中使用的原辅材料主要包括:钢材、煤炭、油料、碳酸钠脱脂剂、磷化剂、钛盐钝化剂、PVC聚氯乙烯底漆胶、丙烯酸树脂汽车漆、电泳漆(溶剂主要为丁醇、丁醚等,用于底漆)、苯乙烯腻子等。
车身焊接包括自动化焊接和手工电弧焊。手工电弧焊采用碱性焊条,焊条中含锰、碳、铬等成分。
车身涂装生产包括:车身涂装、底漆、面漆等工艺。车身涂装工艺采用三涂层三烘干涂装工艺,底漆采用高泳透力、高耐蚀阴极电泳工艺,面涂采用湿碰湿两遍涂装工艺。涂装传输过程全部实现自动化,漆前表面处理、电泳采用悬挂运输方式,中间涂层和面漆涂装线采用地面传输方式。前处理设备采用密封型结构,以防止灰尘侵入。烘干室采用热风循环对流烘干方式。生产线设中央控制室监控设备运行状况。
车身涂装工艺生产过程包括:漆前处理(脱脂、磷化、钝化、去离子水洗、除锈)、阴极电泳涂底漆、电泳底漆烘干、打磨、PVC底涂、PVC烘干、喷中涂漆、中涂烘干、喷涂面漆、面漆烘干、检查、修饰等。
前处理所用的原料为:含有表面活性剂碳酸钠的脱脂剂,含有磷酸、磷酸二氧锌、磷酸二氧镍的磷化剂,含有钛盐的钝化剂,含有丁醇、丁醚的电泳漆溶剂,PVC聚氯乙烯底漆胶,含有丙烯酸树脂、氨基树脂、二甲苯、丁醇的车身漆,含有苯乙烯的打磨腻子等。
根据《工业企业设计卫生标准》(GBZ1),涂装车间属于微小气候,针对微小气候,下列说法中正确的有( )。
A.涂装车间封闭式车间人均新风量宜设计为20m3/h
B.涂装车间生产过程应对产尘设备采取循环措施
C.涂装车间洁净室人均新风量大于40m3/h
D.涂装车间设计的夏季温度应为22~30℃
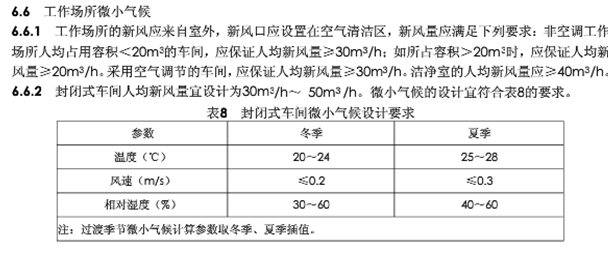
E.涂装工艺应全部实现自动化答案:C解析:《工业企业设计卫生标准》(GBZ1)第6.6.1条规定,工作场所的新风应来自室外,新风口应设置在空气清洁区,新风量应满足下列要求:非空调工作场所人均占用容积<20m3的车间,应保证人均新风量≥30m3/h;如所占容积20m3时,应保证人均新风量≥20m3/h。采用空气调节的车间,应保证人均新风量≥30m3/h。洁净室的人均新风量应≥40m3/h。 第6.6.2条规定,封闭式车间人均新风量宜设计为30~50m3/h。微小气侯的设计宜符
合的要求:冬季温度20~24℃、风速≤0.2m/s、相对湿度30%~60%;夏季温度25~
28℃、风速40.3m/s、相对湿度40%~60。 -
第17题:
D汽车制造厂对载货汽车生产线进行技术改造。改造内容为:冲压车间新增冲压设备5台(套);焊装车间新增车身焊接生产线1条、车架焊接生产线1条;涂装车间改造车身涂装生产线、车架涂装生产线;新建污水处理站1座;新增总装配线1条。
技术改造过程中使用的原辅材料主要包括:钢材、煤炭、油料、碳酸钠脱脂剂、磷化剂、钛盐钝化剂、PVC聚氯乙烯底漆胶、丙烯酸树脂汽车漆、电泳漆(溶剂主要为丁醇、丁醚等,用于底漆)、苯乙烯腻子等。
车身焊接包括自动化焊接和手工电弧焊。手工电弧焊采用碱性焊条,焊条中含锰、碳、铬等成分。
车身涂装生产包括:车身涂装、底漆、面漆等工艺。车身涂装工艺采用三涂层三烘干涂装工艺,底漆采用高泳透力、高耐蚀阴极电泳工艺,面涂采用湿碰湿两遍涂装工艺。涂装传输过程全部实现自动化,漆前表面处理、电泳采用悬挂运输方式,中间涂层和面漆涂装线采用地面传输方式。前处理设备采用密封型结构以防止灰尘侵入。烘干室采用热风循环对流烘干方式。生产线设中央控制室监控设备运行状况。
车身涂装工艺生产过程包括:漆前处理(脱脂、磷化、钝化、去离子水洗、除锈)、阴极电泳涂底漆、电泳底漆烘干、打磨、PVC底涂、PVC烘干、喷中涂漆、中涂烘干、喷涂面漆、面漆烘干、检查、修饰等。
前处理所用的原料为:含有表面活性剂碳酸的脱脂剂,含有磷酸、磷酸二氧锌、磷酸二氧镍的磷化剂,含有钛盐的钝化剂,含有丁醇、丁醚的电泳漆溶剂,PVC聚氯乙烯底漆胶,含有丙烯酸树脂、氨基树脂、二甲苯、丁醇的车身漆,含有苯乙烯的打磨腻子等。
涂装车间应采用的职业卫生防治措施包括( )A.定期对生产环境进行检测
B.定期对防尘防毒设备进行检测
C.正确使用和佩戴劳动防护用品
D.采用防暴电器
E.定期组织消防演练答案:A,B,C解析: -
第18题:
D汽车制造厂对载货汽车生产线进行技术改造。改造内容为:冲压车间新增冲压设备5台;焊装车间新增车身焊接生产线1条,车架焊接生产线1条;涂装车间改造车身涂装生产线,车架涂装生产线;新建污水处理站1座;新增总装配线1条。
技术改造过程中使用的原辅材料主要包括:钢材、煤炭、油料、碳酸钠脱脂剂、磷化剂、钛盐钝化剂、PVC聚氯乙烯漆胶、丙烯酸树脂汽车漆、电泳漆(容积主要为丁醇、丁醚等,用于底漆)、苯乙烯腻子等。
车身焊接包括自动化焊接和手工电弧焊,手工电弧焊采用碱性焊条,焊条中含锰碳、铬等成分。
车身涂装生产包括:车身涂装、底漆、面漆等工艺。
车身涂装工艺采用三涂层三烘干涂装工艺,底漆采用高泳透力、高耐腐蚀阴极电泳工艺,面涂采用湿碰湿两遍涂装工艺,涂装传输过程全部实现自动化,漆前表面处理、电泳采用悬挂运输方式,中间涂层和面漆涂装线采用地面传输方式。前处理设备采用密封型结构以防止灰尘侵入。烘干室采用热风循环对流烘干方式。生产线设中央控制室监控设备运行状况。
车身涂装工艺生产过程包括:含有表面活性剂碳酸钠的脱脂剂,含有磷酸、磷酸二氧锌、磷酸二氧镍的磷化剂,含有钛盐的钝化剂,含有丁醇、丁醚的电泳漆溶剂,PVC聚氯乙烯底漆胶,含有丙烯酸树脂、氨基树脂、二甲苯、丁醇的车身漆,含有苯乙烯的打磨腻子等。
根据以上场景。回答下列问题
根据《生产过程危险和有害因素分类与代码》,涂装生产工艺过程中主要危险和有害因素包括()。A.高温物质
B.噪声
C.易燃液体
D.低温物质
E.气溶胶答案:A,B,C,E解析: -
第19题:
D汽车制造厂对载货汽车生产线进行技术改造。改造内容为:冲压车间新增冲压设备5台(套);焊装车间新增车身焊接生产线1条、车架焊接生产线1条;涂装车间改造车身涂装生产线、车架涂装生产线;新建污水处理站1座;新增总装配线1条。
技术改造过程中使用的原辅材料主要包括:钢材、煤炭、油料、碳酸钠脱脂剂、磷化剂、钛盐钝化剂、PVC聚氯乙烯底漆胶、丙烯酸树脂汽车漆、电泳漆(溶剂主要为丁醇、丁醚等,用于底漆)、苯乙烯腻子等。
车身焊接包括自动化焊接和手工电弧焊。手工电弧焊采用碱性焊条,焊条中含锰、碳、铬等成分。
车身涂装生产包括:车身涂装、底漆、面漆等工艺。车身涂装工艺采用三涂层三烘干涂装工艺,底漆采用高泳透力、高耐蚀阴极电泳工艺,面涂采用湿碰湿两遍涂装工艺。涂装传输过程全部实现自动化,漆前表面处理、电泳采用悬挂运输方式,中间涂层和面漆涂装线采用地面传输方式。前处理设备采用密封型结构以防止灰尘侵入。烘干室采用热风循环对流烘干方式。生产线设中央控制室监控设备运行状况。
车身涂装工艺生产过程包括:漆前处理(脱脂、磷化、钝化、去离子水洗、除锈)、阴极电泳涂底漆、电泳底漆烘干、打磨、PVC底涂、PVC烘干、喷中涂漆、中涂烘干、喷涂面漆、面漆烘干、检查、修饰等。
前处理所用的原料为:含有表面活性剂碳酸的脱脂剂,含有磷酸、磷酸二氧锌、磷酸二氧镍的磷化剂,含有钛盐的钝化剂,含有丁醇、丁醚的电泳漆溶剂,PVC聚氯乙烯底漆胶,含有丙烯酸树脂、氨基树脂、二甲苯、丁醇的车身漆,含有苯乙烯的打磨腻子等。
根据《工业企业设计卫生标准))GBZ1—2010,涂装车间属于微小气候,针对微小气候,下列说法正确的有( )。A.涂装车间封闭式车间人均新风量宜设计为20m3/h
B.涂装车间生产过程应对产尘设备采取循环措施
C.涂装车间应保障人均通风量大于4m3/h
D.涂装车间设计的夏季温度应为22℃~30℃
E.涂装工艺应全部实现自动化答案:B解析: -
第20题:
B汽车制造厂对载货汽车生产线进行技术改造,改造内容为:冲压车间新增冲压设备5台(套);焊装车间新增车身焊接生产线1条、车架焊接生产线 1条:涂装车间改造车身涂装生产线、车架涂装生产线;新建污水处理站1座:新增总装配线1条。
技术改造过程中使用的原辅材料主要包括:钢材、煤炭、油料、碳酸钠脱脂剂、磷化剂、钛盐钝化剂、PVC聚氯乙烯底漆胶、丙烯酸树脂汽车漆、电泳漆(溶剂主要为丁醇、丁醚等,用于底漆)、苯乙烯腻子等。
车身焊接包括自动化焊接和手工电弧焊。手工电弧焊采用碱性焊条,焊条中含锰、碳、铬等成分。
车身涂装生产包括:车身涂装、底漆、面漆等工艺。车身涂装工艺采用三涂层三烘干涂装工艺,底漆采用高泳透力、高耐蚀阴极电泳工艺,面涂采用湿碰湿两遍涂装工艺。涂装传输过程全部实现自动化,漆前表面处理、电泳采用悬挂运输方式,中间涂层和面漆涂装线采用地面传输方式。前处理设备采用密封型结构以防止灰尘侵入。烘干室采用热风循环对流烘干方式。生产线设中央控制室监控设备运行状况。
车身涂装工艺生产过程包括:漆前处理(脱脂、磷化、钝化、去离子水洗、除锈)、阴极电泳涂底漆、电泳底漆烘干、打磨、PVC底涂、PVC烘干、喷中涂漆、中涂烘干、喷涂面漆、面漆烘干、检查、修饰等。
前处理所用的原料为:含有表面活性剂碳酸钠的脱脂剂,含有磷酸、磷酸二氧锌、磷酸二氧镍的磷化剂,含有钛盐的钝化剂,含有丁醇、丁醚的电泳漆溶剂.PVC聚氯乙烯底漆胶,丙烯酸树脂、氨基树脂、二甲苯、丁醇的车身漆,苯乙烯的打磨腻子等。
根据以上场景,回答下列问题(1~3题为单选题,4~5题为多选题):
涂装车间应采用的职业卫生防治措施包括( )A.定期对生产环境进行检测
B.定期对防尘防毒设备检测
C.正确使用和佩戴劳动防护用品
D.采用防爆电器
E.定期组织消防演练答案:A,B,C解析:选项D、E属于预防事故发生和事故应急管理的措施。 -
第21题:
B汽车制造厂对载货汽车生产线进行技术改造,改造内容为:冲压车间新增冲压设备5台(套);焊装车间新增车身焊接生产线1条、车架焊接生产线1条;涂装车间改造车身涂装生产线、车架涂装生产线;新建污水处理站1座;新增总装配线1条。
技术改造过程中使用的原辅材料主要包括:钢材、煤炭、油料、碳酸钠脱脂剂、磷化剂、钦盐钝化剂、PVC聚氯乙烯底漆胶、丙烯酸树脂汽车漆、电泳漆(溶剂主要为丁醇、丁醚等,用于底漆)、苯乙烯腻子等。
车身焊接包括自动化焊接和手工电弧焊。手工电弧焊采用碱性焊条,焊条中含锰、碳、铬等成分。
车身涂装生产包括:车身涂装、底漆、面漆等工艺。车身涂装工艺采用三涂层三烘干涂装工艺,底漆采用高泳透力、高耐蚀阴极电泳工艺,面涂采用湿碰湿两遍涂装工艺。涂装传输过程全部实现自动化,漆前表面处理、电泳采用悬挂运输方式,中间涂层和面漆涂装线采用地面传输方式。前处理设备采用密封型结构以防止灰尘侵人。烘干室采用热风循环对流烘干方式。生产线设中央控制室监控设备运行状况。
车身涂装工艺生产过程包括:漆前处理(脱脂、磷化、钝化、去离子水洗、除锈)、阴极电泳涂底漆、电泳底漆烘干、打磨、PVC底涂、PVC烘干、喷中涂漆、中涂烘干、喷涂面漆、面漆烘干、检查、修饰等。
前处理所用的原料为:含有表面活性剂碳酸钠的脱脂剂,含有磷酸、磷酸二氧锌、磷酸二氧镍的磷化剂,含有钦盐的钝化剂,含有丁醇、丁醚的电泳漆溶剂,Pvc聚氯乙烯底漆胶,丙烯酸树脂、氨基树脂、二甲苯、丁醇的车身漆,苯乙烯的打磨腻子等。
根据《职业病分类和目录》(国卫疾控发〔2013〕148号),喷车制造厂冲压车间从业人员易罹患的职业病为( )。A.石棉肺
B.噪声性耳聋
C.电焊工尘肺
D.中暑
E.电光性眼炎答案:B解析:冲压车间的噪声易使人催患噪声性耳聋。 -
第22题:
某小型货车生产厂危险有害因素辨识 某企业为小型货车生产厂,地处我国华北地区,年产小型货车5万辆,现有职工1100余人。 厂区主要建筑物有冲压车间、装焊车间、涂装车间、扳金车间、装配车间、外协配套库、半成品库和办公楼。 冲压车间设有3条冲压生产线。库房和车间使用6台5t单梁桥式起重机吊装原材料,装配生产线上设置多台地面操作式单梁电动葫芦和多台小吨位的平衡式起重机,在汽车板材冲压生产线上设置4台大吨位桥式起重机。 车身涂装工艺采用三涂层三烘干的涂装工艺,涂装运输采用自动化运输方式。漆前表面处理和电泳采用悬挂运输方式,中层涂层和面漆涂装线采用地面运输方式。生产线设中央控制室监控设备运行状况。喷漆室采用上送风、下排风的通风方式,喷漆室外附设有调漆室。 整车总装配采用强制流水装配线。 车身装焊线旱季选用悬挂点焊机、固定焊机、二氧化碳气体保护焊焊机等。车身装焊工艺主要设备包括各类焊机、夹具、检具、车身总成调整线和输送设备。 车架装焊采用胎具集中装配原则,组合件和小型部件预先装焊好与其他零件一起进入总装胎具焊接线。焊接方法采用二氧化碳气体保护焊。装焊设备主要包括焊机、总成焊接胎具、部件焊接胎具、小件焊接胎具以及输送系统设备等。 装焊车间通风系统良好。 该企业采用无轨运输,全厂原材料、配套件、成品和燃料等的运输采用汽车运输,厂内半成品运输以叉车为主。全厂现有小客车8辆,货车16辆,叉车15辆。厂区道路采用环形布局,主干道宽度8m、转弯半径大于9m。次干道宽度5m、转弯半径大于6m。厂区内主要道路两侧进行了绿化,种植有草坪、灌木、松树和杨树。 该企业主要公用和辅助设施有变配电站、锅炉房和空压站。变配电站电压等级为35kV,内设5台变压器,总安装容量为3900kVA。厂区高、低压供电系统均采用电缆放射式直埋或电缆沟敷设,厂区道路设路灯照明。锅炉房内设3台4t/h燃煤锅炉,为厂区生产和生活提供蒸汽。空压站安装有4台供气量为20m3/min的空气压缩机,为全厂生产提供压缩空气。 某日,冲压车间进行起重机吊装板材作业,工人甲、乙挂上吊钩后,示意天车司机开始起吊。随着板材徐徐升起,工人甲发现板材倾斜,与工人乙商议是否需要停车调整,工人乙说:“不必停车,我扶着就行。”作业场所地面物品摆放杂乱,工人乙手扶板材侧身而行,被脚下物品绊倒,板材随之倾斜、脱钩砸在工人乙身上.造成工人乙死亡。 说明该事故调查取证中应取得的主要资料和证据。
正确答案: (1)发生事故单位的名称和发生时间。
(2)工人乙的自然情况,技术背景资料,安全教育及考核记录。
(3)事故发生当天工人乙工作情况。
(4)板材冲压车间内设备、物料位置图。
(5)设备、工件损坏情况,现场残留物、破损部件描述。
(6)工人乙受伤情况描述,现场采取的救护措施。
(7)工人乙所在岗位安全操作规程,相关安全管理制度。
(8)起重机或吊钩等部件质量和安全状态记录。 -
第23题:
问答题例1(案例48)、某公司拟建厂房,设置了冲压车间、焊装车间、涂装车间和总装车间。该项目原材料为钢板,主要辅助材料为涂料(主要成分为苯系物、溶剂汽油)、焊丝等。冲压车间的生产工艺流程为:备料(开卷落料丝)→冲压成型(各冲压线)→检验(专用检具)→入库。焊装车间的主要生产工艺流程为:组合→焊接→补焊→检查→涂密封胶→车身调整。问题:1)该公司存在的主要职业性危害因素。2)该公司拟建的冲压车间和焊装车间各工艺存在的主要职业病危害因素。正确答案:解析: